|
|
Visita: http://guglielmo58.altervista.org/ | |
|
|
| Regolazioni di processo. |
Si definisce processo industriale, un insieme di più elementi atti a produrre manufatti, sostanze o energia. Per ottenere il massimo rendimento ed il massimo livello qualitativo, alcune grandezze, generalmente fisiche o chimiche, devono essere mantenute stabili il più possibile, vicino a dei valori di progetto prestabiliti. Questa ultima operazione è chiamata regolazione di processo.
Per capire come questa funziona, bisogna tener presenti tre fattori che ne determinano il funzionamento. Questi fattori sono: variabili controllate, variabili manipolate, disturbi.
* Le variabili controllate sono quelle grandezze fisiche, chimiche o elettriche (portata, pressione, livello, ph, giri di un motore, ecc..) che i progettisti dell'impianto intendono controllare e mantenere la più possibile vicino ad un valore prestabilito, comunemente chiamato "set-point".
* Le variabili manipolate sono quelle grandezze su cui bisogna agire per mantenere stabili le variabili controllate. Generalmente queste variabili sono: aria, acqua, vapore, gas, ecc..
* I disturbi sono grandezze che agiscono sul processo in modo imprevedibile e indesiderato tendendo ad allontanare la variabile controllata dal set point. Compito del regolatore, sarà proprio quello di annullare l'effetto del disturbo e di rendere efficace questa relazione: set - misura = 0.
|
Catena ad anello chiuso (Feed-back). |
Una catena di regolazione si dice ad anello chiuso quando è realizzata secondo il principio della retroazione negativa (feed-back).
E' un sistema composto di sensore della variabile controllata, che invia il suo valore al regolatore il quale lo confronta continuamente con il set-point prefissato e se la differenza di questo confronto non è zero, il regolatore elaborerà il segnale di correzione da inviare all'attuatore in modo da poter annullare la preesistente differenza fra set-point e misura.
| Fig. 1 |
 |
Nell'esempio di fig.1, si vuole mantenere costante la temperatura del fluido in uscita dallo scambiatore, pur variando sia la portata del vapore, sia la portata del fluido in entrata. Tali grandezze non sono tenute in considerazione dal sistema di regolazione, e quindi loro variazioni introducono disturbi che determinano variazioni di temperatura, che il regolatore poi andrà a correggere. Caratteristica di questo sistema è appunto che la catena di regolazione interviene solo dopo che si è generato un errore nel sistema, per poi andare a correggerlo.
Questo sistema può essere usato da solo, ed è indicato quando i tempi di risposta dell'impianto non sono molto grandi e dove non vi sono forti disturbi.
|
Catena ad anello aperto (Feed-forward). |
Una catena di regolazione si dice ad anello aperto quando manca la retroazione negativa. Feed-forward, significa "anticipare, prevenire". Il tipo di regolazione ad anello chiuso aspetta che avvenga un errore fra set e misura prima di intervenire sull'attuatore, quella f.f. elimina quest’inconveniente. In pratica il processo è controllato da un'altra variabile fissandone il rapporto.
|
Fig.2 |
 |
Nell'esempio di fig. 2, lo scopo è sempre quello di tenere controllata la temperatura del fluido in uscita, variando sia la portata del vapore, sia la portata del fluido in entrata, ma in questo caso, questi disturbi sono assorbiti dal sistema di regolazione.
Una variazione di portata del fluido entrante informa immediatamente il rapportatore che va a variare la portata del vapore, come anche la portata del vapore stessa è controllata dal regolatore. Ad una variazione nota, è corrisposta un’azione correttrice proporzionale alla variazione in atto. Non essendo presente la retroazione negativa ci sarà sempre una certa insicurezza nel valore della grandezza oggetto del controllo; sarebbe necessario inserire un feed-back che agisca sul "bias" del variatore di rapporto.
Il sistema f.f. può essere usato da solo in quei casi dove le grandezze d'ingresso non subiscono forti variazioni e dove non è richiesta una forte stabilità del sistema.
|
Catene di regolazioni miste |
Si possono realizzare catene di regolazioni miste, sfruttando ambedue le filosofie esposte in precedenza, in modo da unire i vantaggi dei due sistemi. In questo modo si può avere un'azione anticipatrice alla quale si associa anche il vantaggio del feed-back negativo che assicura la corrispondenza della grandezza al valore prefissato del "set point".
Questo sistema riesce a tenere il processo equilibrato anche quando si è in presenza di disturbi non trascurabili.
| Fig.3 |
 |
|
Regolatori pneumatici |
I regolatori pneumatici sono stati gli antesignani dei moderni regolatori realizzati elettronicamente o via software. Naturalmente le funzioni offerte erano limitate rispetto agli attuali, ma si riusciva ad ottenere una buona regolazione PID anche pneumaticamente. Da non trascurare l'alimentazione; l'aria compressa necessaria al loro funzionamento "aria strumenti" doveva essere trattata: filtrata, esente da tracce di olio, deumidificata, poi ridotta di pressione. Anche l'ingombro era un grosso limite; le sale controllo di impianti complessi richiedevano una notevole quantità di strumenti, quindi si vedevano ampi saloni in cui erano presenti diversi operatori (chiamati "quadristi") ognuno dei quali controllava una parte dell'impianto. Gli strumenti essendo poi formati da componenti meccanici, membrane, tubetti in pvc, o-ring, ecc... spesso necessitavano di un servizio di manutenzione; da questa esigenza molto probabilmente è nata la figura professionale dello strumentista.
Qui sotto sono state inserite alcune foto di un regolatore serie Flexair della Kent-Tieghi, vero gioiello della micromeccanica "made in Italy", che sicuramente avrà affascinato chi ha avuto il piacere di utilizzarlo. Motivo di grande soddisfazione (per lautore del testo) poterli smontare completamente per sostituire o riparare le parti deteriorate, per poi riassemblare il tutto. Queste operazioni con la successiva verifica funzionale richiedevano poi tempo, pazienza, buona conoscenza dell'oggetto e del procedimento di taratura.
Indicatori (penne): Giallo=Out; Nero=Set; Rosso=Misura. Sfere di bilanciamento per la commutazione corretta da Auto-Man e Man-Auto.
Generatore di set 3 ÷ 15 PSI con la sua capacità. A Sx in basso il riduttore-generatore 3 ÷ 15 PSI per l'uscita in manuale; a Dx i soffietti associati agli indicatori dell'uscita e della misura
Immagini relative al Regolatore pneumatico Flexair della Kent Tieghi
A Sx la vite dell'integrale, poi una capacità, il relè e in fondo il blocchetto per ottenere l'azione diretta o inversa
Regolatore a quadrilatero delle forze, e vite di regolazione del guagagno (BP) con il tegolo-ugello. In basso si intravede il cassetto di commutazione Auto-Man
Spaccato del relè amplificatore pneumatico. Per un funzionamento corretto dovrà avere un guadagno di circa 20.
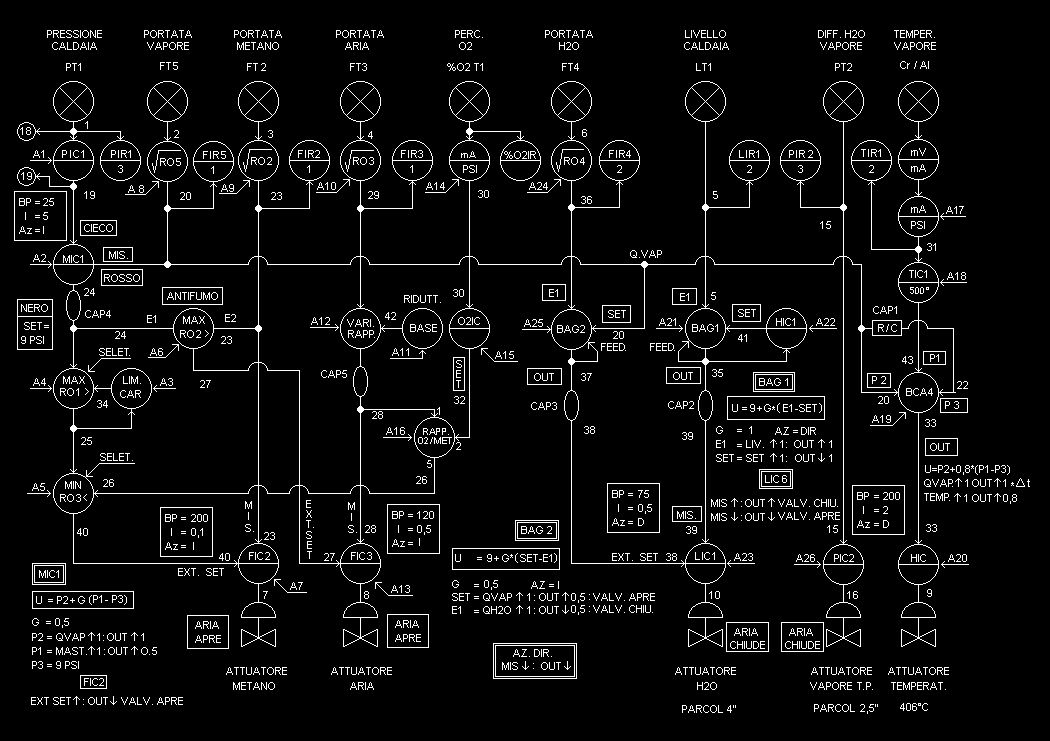
Insieme di regolatori ed elaboratori di segnale realizzato interamente con strumenti pneumatici raffigurante una caldaia per la produzione di vapore (120 ton /h @ 40 barg)