![]()
![]()
![]()
![]()
![]()
MACCHINA FORATURA CIRCUITI STAMPATI
Descrizione del software di gestione
SITO AMATORIALE DI ELETTRONICA




MACCHINA FORATURA CIRCUITI STAMPATI
Descrizione del software di gestione
Il software, sviluppato in Visual Basic, è stato concepito per poter leggere file hpgl generati da Circad, da questi ricava il centro dei fori converte le quote in passi motore e le spedisce tramite seriale RS232 al pic per eseguire il foro. Il pacchetto che il pc spedisce al pic è composto da 21 caratteri ascii che formano 6 stringhe contenenti il comando da eseguire, la quota x, la quota y, la velocità del trapano, la velocità degli assi e la velocità di abbassamento della colonna che regge il trapano
Questa è la formattazione delle stringe:
VELOCITA'_ROTAZIONE_TRAPANO = 3 CARATTERI (ES. 050 = 50%)
VELOCITA'_ABBASSA_TRAPANO = 3 CARATTERI (ES 063= 63%)
COMANDO = 4 CARATTERI (ES. 0000 = AZZERAMETO ASSI)
QUOTA_X = 5 CARATTERI ( ES. 12334= PASSI MOTORE X= 12334)
QUOTA_Y = 5 CARATTERI ( ES. 00564= PASSI MOTORE Y= 564)
VELOCITA'_ASSI = 1 CARATTERE (ES. 6 = VELOCITA' 6 SU SCALA DA 1 A 9)
Quando il pic riceve il comando lo esegue ed una volta terminato spedisce una stringa di conferma al pc che trasmette quello successivo. Non vi sono controlli ridondanti di comunicazione, ma il pc gestisce un time out e quando le stringhe ricevute dal pic hanno valori anomali o sono di lunghezza diversa da 21 caratteri vengono ignorate.
Vedi i dettagli riguardanti l'elettronica QUI
 Il
test della comunicazione, il pc controlla che la macchina sia collegata e testa
alcuni movimenti
Il
test della comunicazione, il pc controlla che la macchina sia collegata e testa
alcuni movimenti
Il programma permette di eseguire il cambio punta durante la lavorazione, di fare i 2 fori in diagonale più esterni allo stampato per poterlo piazzare a squadro sul ripiano, di conteggiare i tempi di lavoro, di contare i fori e di impostare una scala utile a correggere l’errore che hanno tutte le stampanti laser o a getto. ERRORE??? si ho scritto bene! Per ogni tipo di stampante è possibile salvare un file di configurazione, questo è molto importante in quanto ho notato che tra la mia hp5550 ed una laser di un mio amico, su 200mm c’è più di un millimetro di differenza, una tolleranza assolutamente inaccettabile.
Questo errore è dato probabilmente dall'avanzamento della carta sul rullo ed è possibile che vari da supporto a supporto in base alla finitura della superficie ed al riscaldamento che subisce durante il processo di trasferimento laser
Ovviamente è possibile eseguire tutti i comandi manuali e variare la velocità degli assi, del trapano e della discesa dell’asse z.
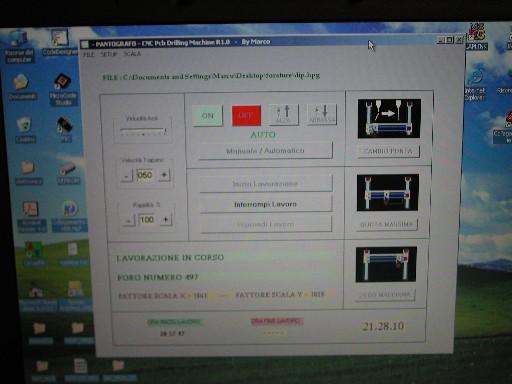
 Come
si presenta il software con gli ultimi aggiornamenti
Come
si presenta il software con gli ultimi aggiornamenti
Il piazzamento dello stampato avviene in modo semplice anche se un pò artigianale.
Sul punto di zero del piano di lavoro ho piazzato un piccolo chiodo di quelli utilizzati per i test point dei circuiti, il software ha una funzione che permette di eseguire un foro sul piano di lavoro corrispondente al pad opposto in diagonale su questo applico un'altro chiodino.
In modo manuale, con un piccolo trapano a colonna, eseguo i due fori dello stampato che corrispondono ai due chiodini, una volta incastrato lo stampato su questi, lo fisso con del nastro adesivo da carrozziere ed il gioco è fatto!
Il piazzamento è il particolare più importante per avere un buon risultato finale.
Il piano di lavoro è di legno, quando è pieno di fori può essere sostituito con uno nuovo in quanto è avvitato alla base della macchina con delle viti. (vedi pagina progetto foratore)

![]()