Ho deciso di intraprendere la
costruzione di una macchina in grado di scontornare le piste dello stampato,
questa volta però ho capito che per fare qualcosa di serio dovevo spendere
qualche soldo in più quindimi
sono messo alla ricerca di materiali per costruzione di automazione
industriale ed ho trovato una ditta della mia zona che commercializza e lavora
trafilati in alluminio componibili della Minitec.
Disegnato uno schizzo al cad, utile
a ricavare qualche misura ho ordinato i pezzi necessari a costruire il telaio
ed i pattini di scorrimento, mi sono procurato i motori ai soliti mercatini,
ho acquistato le viti con madrevite in bronzo alla ferramente (non sono molto
precise ma con qualche accortezza lo sono diventate), ho acquistato i
cuscinetti utili alla rotazione delle viti, e mi sono procurato degli steli da
22mm ricavati da vecchie stampanti Oki.
A questo punto con l’utensile del
tornio ben affilato e qualche chilo di alluminio ho iniziato a costruire tutti
i supporti delle bronzine ed ho modificato le madreviti per poterle inserire
nel foro del profilato.
A proposito di madreviti, per
togliere il gioco ne ho messe 2 per ogni pattino, una fissa, e l’altra
dall’altro lato in modo tale che ruotandola posso eliminare il gioco ed una
volta bloccata si riesce ad ottenere una precisione accettabile.
Sopra si vede una prima foto fatta nel mio laboratorio,
ancora la macchina non era terminata manca il piano di lavoro, altri elementi
di rinforzo della struttura e tutti i cablaggi.
Sotto, la macchina come si presenta adesso
Nella foto sopra si nota la costruzione di
un pattino, la logica è sempre la stessa, le boccole di scorrimento a loro
volta supportate da boccole di alluminio incastrate sui fori del profilato, la
madrevite in bronzo che successivamente ho fissato con due viti da 8 filettando
i fori laterali, il cuscinetto reggispinta sul foro centrale del supporto e
altre boccole in alluminio che tengono centrati gli alberi di scorrimento.Il
supporto a sua volta è fissato con 4 viti da 6 mm al profilato che costituisce
la struttura tramite gli appositi dadi incastonati nell'apposita scanalatura.
Anche l'asse Z è costruito con 2
fette da 20mm per supporto, le due fiancate di alluminio spesso 4mm le
tengono unite al pattino dell'asse X. Le viti da 8mm che vediamo di testa
filettano direttamente su dei fori già presenti nel profilato mentre le altre
da 6mm utilizzano i dadi in dotazione al profilato che si incastrano
nell'apposita scanalatura.
Faccio presente che quando si
acquista il profilato, il fornitore provvede a tagliarlo a misura e a squadro
con tutte le accortezze necessarie.
Nella
foto a sx si possono notare le boccole, gli steli delle stampanti Oki e gli anelli in
alluminio utili a fissare le boccole nei fori del profilato, si nota inoltre la madrevite
regolabile con il grano di bloccaggio, sull’altro lato il grano che blocca
l’altra madrevite.
A dx la foto del piccolo tornio che
ha lavorato diverse ore in questi ultimi tempi, fortunatamente il tornitore è
mio padre in quanto io mi occupo solo di rompere gli utensili!!!.
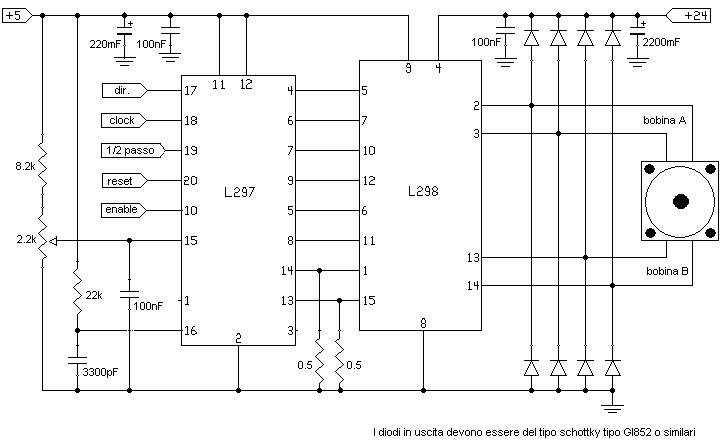
L’interfaccia elettronica è
costituita da 6 fotoaccoppiatori utili a proteggere la porta parallela del pc,
mentre il comando dei motori è affidato a 3 kit di Nuova Elettronica (LX1420) che
utilizzano l’integrato l297 accoppiato con il driver l298.
I
segnali che escono dalla porta parallela del pc sono:
Clock
asse x
Direzione
asse x
Clock
asse y
Direzione
asse y
Clock
asse z
Direzione
asse z
Di
seguito lo schema a blocchi del sistema di comando:
Nello
schema sotto rappresento l'interfaccia a 2 canali per la parallela ed i relativi
collegamenti all'azionamento, ovviamente ne occorono 3 uguali:
Questo
inoltre è lo schema della scheda di pilotaggio per un motore:
Ultimo
ma non meno importante è lo schema dell'alimentatore che genera il 5Vdc
per la logica di controllo e il 24Vdc per la sezione di pilotaggio di potenza
dei motori, inoltre si preoccupa di alimentare le 2 ventole di raffreddamento.
I
segnali di comando sono optoisolati da delle schede che ho realizzato saldandole
direttamente a 90° ai terminale dello stampato del driver, come si vede nella
foto a sx sotto, mentre nella foto a dx si nota un azionamento (LX1420) dotato
della generosa aletta di raffreddamento, si vede in alto la ventola da computer.
Se
guardatela foto a Sx noterete che lo stampato rende visibili le piste anche dal
lato componenti, questo perchè ho utilizzato la macchina per inciderlo, quando
ancora l'elettronica era assemblata in modo volante su millefori.
Asportando
il materiale con la fresa lo spessore della vetronite diminuisce rendendola più
trasparente.
Non ho costruito i driver da solo in
quanto mi portava via tempo ed alla fine il risparmio non era eccessivo in
quanto il costo più importante è quello
degli integrati.
Da
notare sotto la foto di tutta l'elettronica che comanda la macchina.
Anche se li ho previsti, non sono
necessari sensori di zero in quanto il software permette di lavorare liberamente
prendendo come zero qualunque punto del piano.
Il software non l’ho sviluppato io,
dal momento che sono autodidatta in programmazione visual-basic e di
microcontrollori, mi sono affidato a Cncplayer, un software in fase di sviluppo
scaricabile dal sito www.cncplayer.de,
l’autore è molto disponibile per chiarimenti ed accetta volentieri critiche e
suggerimenti da parte di chi vuole collaborare, ogni volta che aggiorna il suo
programma lo mette a disposizione di tutti, forse non ancora per molto tempo!!
In alcune parti ancora non è
funzionante ma svolge egregiamente il lavoro di incisione sia da file hpgl, dxf
e gerber.
Io personalmente lo utilizzo con il
file hpgl con estensione .plt.
Sotto si vede la foto di uno stampato
ottenuto con la macchina, l’utensile più adatto è il bulino, una specie di
punta conica con una sfaccettatura laterale.
Guardando la foto qui sotto si nota una lieve
sprecisione sui pin dell’integrato ma era dovuta al gioco delle madreviti che
non avevo ancora regolato. L'utensile migliore per questo tipo di lavorazioni è
il bulino, una specie di punta conica con il lato sfaccettato come si può
vedere in figura.
Per
ottenere incisioni ben definite è importante che il bulino sia ben affilato nel
tagliente mentre una buona velocità di taglio è compresa tra i 6000 e 9000
giri/m.
Sotto mostro alcuni particolari
costruttivi, da notare il giunto elastico utile a compensare disassamenti tra
l’albero del motore e le viti di scorrimento.
Per qualunque chiarimento scrivetemi
pure, non ci sono segreti!