
Disegni a forellini
(Stefano Pozzo - aprile 2009)
L'idea sarebbe la seguente: se ad un pannello di legno compensato si fanno dei piccoli fori con un trapano, fori profondi qualche millimetro ma non passanti, guardando il pannello con luce radente o per lo meno non proprio completamente frontale, i fori dovrebbero apparire più scuri della superficie del pannello essendo il fondo dei fori in ombra. Si possono quindi disporre i fori in modo da formare un disegno utilizzandoli come se fossero i pixel neri su una superficie bianca.
Immaginando di utilizzare un pannello di compensato largo 60 cm e alto 45 cm, e volendo fare dei fori da 1 mm di diametro, si avrebbe un'immagine da 600x450 pixel, pari a 270mila pixel. Anche ipotizzando un rapporto tra pixel neri e pixel bianchi di 1 a 6, rimarrebbero comunque da fare circa 45mila fori, e anche facendo un foro ogni 5 secondi ci sarebbero oltre 60 ore di lavoro! Evidentemente un po' troppo. Se invece si passa a fori da 3 mm di diametro, lo stesso pannello potrebbe contenere 200x150 pixel, cioè 30mila, per i quali un sesto sono solo 5000, i quali se fatti uno ogni 5 secondi portano il tempo necessario a 7 ore, valore già più ragionevole. Ovviamente utilizzando una punta da 3 mm la risoluzione è minore, ma forse si può ottenere ugualmente qualcosa di interessante.
Per capire se la risoluzione è sufficiente basta prendere una foto, ridurla a 200x150 pixel e trasformarla in bianco e nero senza toni di grigio. Ho scelto come foto di prova quella scattata nel punto esatto in cui eravamo al millesimo chilometro percorso durante in nostro viaggio in bicicletta nelle vacanze dell'estate 2007.
Prima di tutto questa foto è stata ridotta di dimensioni e trasformata in bianco e nero (con toni di grigio).

Se ora si prova a trasformarla in bianco e nero senza toni di grigio si otterranno grandi aree completamente nere e molti dettagli andranno persi. Inoltre vaste aree nere significano molti fori da fare, e quindi molto tempo di lavorazione. Quindi per rimediare a questi problemi alcune aree della foto sono state schiarite.

A questo punto la foto è stata ritagliata e ridotta ulteriormente, per raggiungere la risoluzione di 200x150 pixel, ed è stata trasformata in bianco e nero senza toni di grigio. Il risultato è il seguente:

È stata quindi memorizzata in formato bmp, un formato che è abbastanza facile da interpretare per ottenere le coordinate di tutti i pixel bianchi e neri. In questo disegno ci sono però ancora delle grandi aree completamente nere, che allungano i tempi di foratura. Inoltre nelle aree nere è molto probabile che il piccolissimo spazio compreso tra fori adiacenti sia così fragile da rompersi durante la foratura, rendendo le grandi aree nere non più formate da molti fori ma da un'unica grande zona scavata, che quindi rimarrebbe esposta all'illuminazione e non creerebbe l'effetto ombra caratteristico dei fori singoli. Si otterrebbero delle aree chiare anzichè scure. Per risolvere questo problema ho scritto un programma che legge il file bmp e se produce uno analogo dove le aree nere vengono trasformate in un reticolo. Il risultato è un nuovo file bmp che corrisponde al seguente disegno:

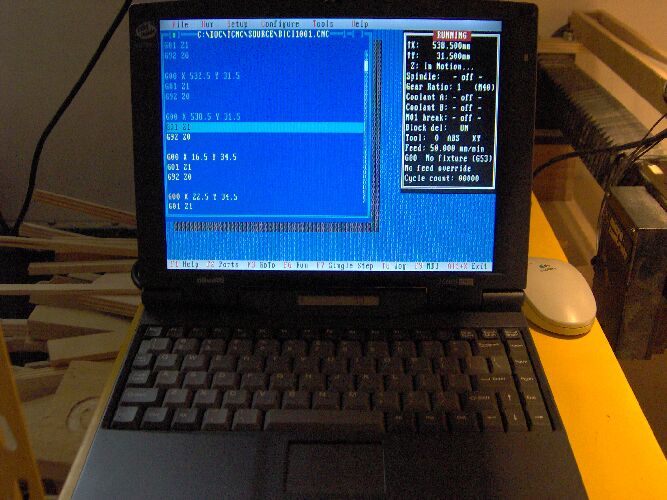
Un altro programma scritto da me legge questo file bmp e produce un file di comandi per una macchina foratrice che ho costruito utilizzando rotaie e motori step comprati da un rottamaio. Il file di comandi viene quindi letto da un vecchio pc portatile il quale interpreta i comandi e, utilizzando i segnali della porta parallela, tramite una semplice interfaccia di potenza pilota direttamente i motori step.
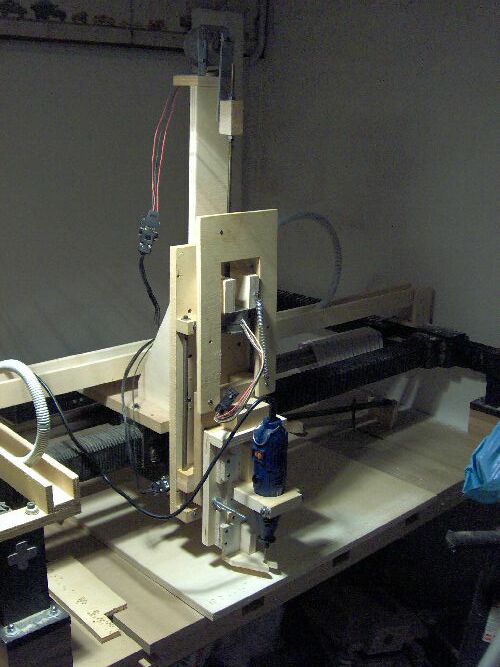
Come dicevo, da un rottamaio ho avuto la fortuna di trovare un set di rotaie già assemblate in configurazione x-y, e a queste ho aggiunto un movimento per l'asse verticale z. Per altri tipi di lavorazioni il movimento verticale è comandato da un motore step tramite una barra filettata, ma in questo caso, per velocizzare, ho sostituito la barra filettata con un semplice sistema a biella e manovella, dove un singolo giro completo del motore fa scendere e risalire il trapano che effettua la foratura. In questo modo la foratura è molto più rapida, un singolo foro impiega meno di un secondo, e la punta non rimane troppo nel legno evitando problemi di surriscaldamento e di bruciatura sia della punta stessa che del legno.
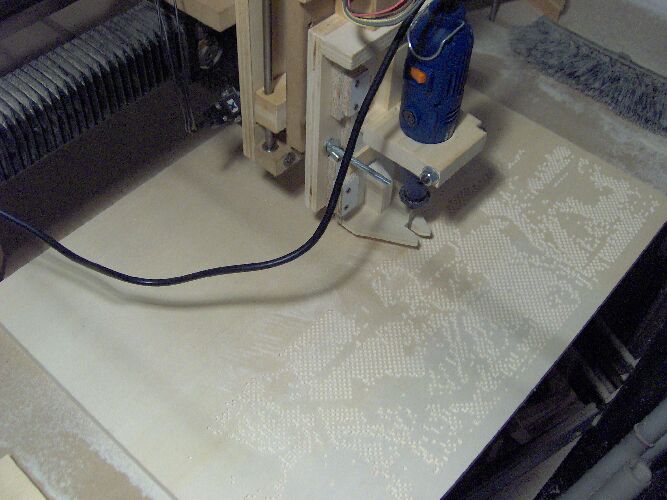
Grazie a questi accorgimenti, riduzione del numero di pixel neri e meccanismo rapido di foratura, il numero di fori da effettuare è sceso a circa 5000 e il tempo medio di foratura, compreso lo spostamento da un foro al successivo, è sceso a circa 2 secondi. Questo ha portato ad un tempo totale di foratura inferiore alle 3 ore. La punta utilizzata non è del tipo specifico per legno, perchè non sono riuscito a trovarne una di adeguata qualità e durezza tali da consentire di eseguire tutto il lavoro senza deteriorarsi. È stata invece utilizzata una punta di materiale molto duro, specifica per forare l'acciaio.
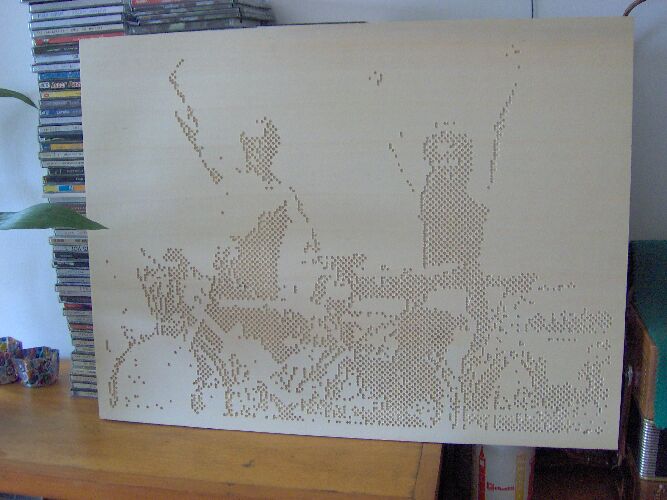
E quello che segue è il risultato finale. Si noti che, a differenza della foto precedente, la corretta illuminazione radente fa apparire i fori più scuri rispetto al piano del pannello, proprio l'effetto che si desiderava ottenere.
(Stefano Pozzo - aprile 2009)