.jpg)
.jpg)
Questo sito usa cookie di profilazione al fine di inviare comunicazioni pubblicitarie personalizzate e consente anche l'invio di cookie di “terze parti”. Proseguendo con la navigazione si accetta l'utilizzo dei cookie, o, in alternativa, è possibile personalizzare la loro configurazione alla sezione dedicata (Policy/Cokies).
DISCHI IN VINILE: COME NASCONO?
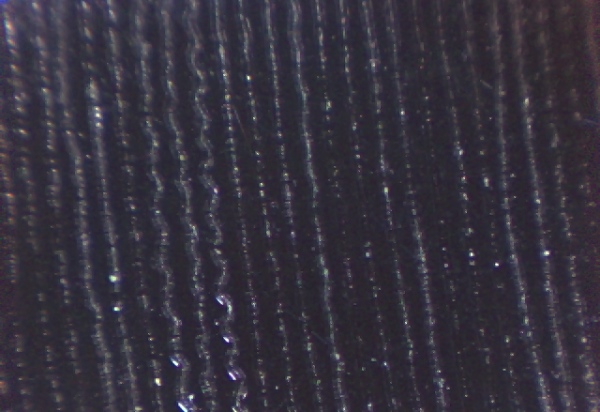
1. Solchi del vinile
Vi siete mai chiesti come funziona il disco in vinile?
Sappiamo che il suono è fatto di onde, che, per quanto possa essere complesso un suono, si tratta semplicemente di onde. Queste onde, ad esempio, vengono generate in natura quando facciamo un qualsiasi rumore o parliamo e si trasmettono tramite variazioni della pressione dell'aria circostante (esattamente come se lanciamo un sassolino nell'acqua e vediamo le onde che si diffondono). Ovviamente nel caso di musica registrata si avrà che gli altoparlanti del nostro impianto muoveranno l'aria (producendo il suono), ma seguendo le onde incise in un qualche supporto, e nel nostro caso un bel disco in vinile. Quindi, un disco in vinile, in pratica, contiene il suono inciso sotto forma di onde. Similmente un nastro magnetico contiene anch'esso delle onde e si trovano distese lungo il nastro e sono disegnate da dei campi magnetici, a differenza del disco in cui l'onda viene conservata sotto forma meccanica... in pratica col vinile abbiamo a che fare con una vera e propria scultura rappresentante le nostre care onde sonore. Un qualsiasi disco in vinile contiene in ogni lato una lunga incisione che segue l'andamento di una spirale, ove si descrive la forma delle onde sonore. Così, in fase d'ascolto, la puntina di un giradischi seguendo il sentiero a spirale sarà sollecitata a muoversi in base alla forma d'onda incisa, restituendo un segnale elettrico al nostro amplificatore che andrà infine alle casse ed alle nostre orecchie... e sempre il tutto sotto forma di onde.
Ma come si produce un disco in vinile?
In generale, si parte dalla registrazione "master" del disco da produrre, che solitamente era un nastro a bobina, ma che, col passare degli anni, è stata soppiantata dalle moderne tecnologie digitali. Il primo passo è quello di creare un primo disco (detto "acetato" o "lacca") intagliando, mediante un appropriato tornio, il solco su un disco "vergine" (ovvero, liscio e senza alcun solco preesistente) per poi ricorrere a delle tecniche di galvanoplastica atte a creare uno stampo metallico col solco riprodotto in negativo (quindi in rilievo) che servirà come matrice per "pressare" i veri e propri dischi in vinile in svariate copie identiche.
Ma, grazie all'amico Vincenzo Gatti, analizziamo nel dettaglio le varie fasi di produzione...



2. L'Acetato - 3. La macchina Neumann - 4. Il cristallo che scava il solco
FASE 1: "LACQUER CUTTING".
Acetato o lacca (acetate or lacquer).
Si tratta di un disco di alluminio di diametro un po' maggiore rispetto ad un tradizionale vinile (di solito 14 pollici se il prodotto finale sarà un disco in vinile da 12 pollici) e ricoperto di una materia plastica relativamente morbida, l'acetilcellulosa, da cui deriva appunto il nome di "acetato". Il contenuto del master-tape, termine con cui si indica il nastro su cui sono state mixate le tracce incise dall'artista, viene riversato per cui, tramite un procedimento chiamato lacquer-cutting e tramite una apposita strumentazione (la cutting lathe, la più famosa è la Neumann), attraverso la quale è anche possibile agire a livello di equalizzazione e compressione, su un supporto denominato lacquer o acetato: si tratta di un oggetto del tutto simile ai normali dischi, se non per il fatto che è costituito da un substrato di alluminio ricoperto da un particolare composto chimico idoneo per essere inciso dalla cutting lathe. In buona sostanza, su tale disco viene intagliato il solco mediante l'uso di un tornio incisore (cutting lathe), che è una specie di giradischi, ma con una puntina tagliente che al posto di essere trascinata dal solco già esistente (come accade nell'ascolto di un normale disco) è invece guidata da un opportuno braccio meccanico che impartisce alla puntina gli opportuni movimenti atti a disegnare il solco con le sue onde sullo strato di acetilcellulosa a partire dalla registrazione "master" su nastro (o altro supporto digitale), con applicata la famosa equalizzazione RIAA. La punta tagliente del tornio incisore è, ovviamente, guidata in maniera automatica, in modo da regolare il passo della spirale (ovvero la distanza tra 2 solchi adiacenti) in maniera variabile e proporzionale all'intensità del segnale per ottimizzare la quantità di solchi (e quindi aumentare la quantità di musica che il lato di un disco può contenere). Ovviamente, un segnale forte o con frequenze basse molto presenti richiederà una distanza maggiore dal solco adiacente, per evitare di intersecarlo e, quindi, produrre un solco difettato, e viceversa. Generalmente, in ogni centimetro lineare del raggio di un disco si possono trovare da 60 a circa 150 solchi. Inoltre, un aspiratore posto vicino alla punta tagliente del tornio rimuove i trucioli rimossi dalla superficie dell'acetato durante l'incisione dello stesso. Per ovvii motivi, per produrre un normale disco in vinile dobbiamo produrre 2 diversi dischi acetati, uno per ogni lato del disco in vinile finale. In sostanza, un disco "acetato" funziona esattamente come un normale disco in vinile (che non è altro che una sua riproduzione), ma presenta una serie di problematiche legate soprattutto al materiale di cui è composto: l'acetilcellulosa, essendo una sorta di plastica molto morbida (ha quasi la consistenza di una cera), permette alla puntina del tornio incisore (che è anche riscaldata) di intagliare un solco estremamente preciso e dettagliato. Ad esempio, le microscopiche ondulazioni corrispondenti alle frequenze più acute riescono ad essere prodotte in maniera estremamente precisa, a causa della scarsa resistenza che oppone il morbido strato di acetilcellulosa, e questo si traduce in un solco dalle caratteristiche sonore di qualità elevatissima. Ma passiamo però ad elencare i problemi che presenta questo materiale. L'acetilcellulosa ha una scarsa resistenza meccanica, difatti ascoltandolo anche pochissime volte il solco si deforma in maniera estremamente seria, oltretutto è un materiale che anche chimicamente è molto poco stabile, oltre ad essere sensibile sia alla luce, che ovviamente al calore. Perciò, il disco in acetato, appena prodotto, non viene assolutamente ascoltato ed oltretutto viene immediatamente conservato al buio ed in frigorifero, per essere usato per la fase successiva della produzione in un tempo ristrettissimo (tipo 2-3 giorni al massimo), altrimenti si deteriora al punto di risultare inservibile allo scopo, dal momento che lo strato di acetilcellulosa tende oltretutto a restringersi ed a fare delle crepe o addirittura a staccarsi dalla base di alluminio. Bisogna dire che, più in passato che non oggi, gli acetati erano anche usati come provino che gli artisti sottoponevano alle case discografiche, ma ovviamente erano dischi che erano destinati a pochissimi ascolti, oppure, come supporto di registrazione casalingo ad altissima qualità (ma di scarsissima durevolezza e resistenza all'uso), e in tali casi si possono quindi riscontrare dei dischi acetati incisi su entrambi i lati, ma l'avvento di metodi di registrazione, prima su nastro e poi digitali con una crescente qualità sonora, economicità e praticità d'utilizzo, hanno relegato l'uso del disco in acetilcellulosa quasi solamente allo scopo di produrre i dischi in vinile.

5. La stampa dei matrix-numbers
Sulla lacca vengono incise le informazioni conosciute come "matrix numbers", ovvero, catalogo, facciata, indicazioni di mothers e stampers, eventuali informazioni aggiuntive (come il nome dell'ingegnere, o della stamperia o dello studio di mixaggio). I "matrix numbers" possono essere stampati ("printed"), per mezzo di una speciale macchina, oppure scritti ("etched"), attraverso un pennino con la punta di diamante.


6. Le vasche per il bagno galvanico
FASE 2: "PLATING PROCESSES".
Disco padre o "master".
Appena creato l'acetato, si pone il problema di riprodurne un suo "calco" su un materiale più resistente per salvaguardare le informazioni sonore appena trasferite. Ed ecco che per avere una copia del profilo dei solchi in maniera accurata si ricorre alla tecnica della galvanoplastica, ovvero, quella tecnica che si usa per placcare i metalli. Così l'acetato, dopo essere stato pulito chimicamente, viene ricoperto da uno strato sottilissimo di argento per rendere la sua superficie conduttrice di corrente elettrica per poter eseguire la galvanoplatica. A questo punto, il disco viene immerso, nella vasca galvanica, in un bagno elettrolitico di solfato di nickel, dove il disco funge da catodo, mentre come anodo viene immersa una barra di nickel puro. Dopo alcune ore di immersione, con una certa corrente elettrica applicata fra la superficie conduttrice disco e la barra di nickel, si sarà creato sull'acetato uno strato di nickel di poco più di mezzo millimetro. Lo strato di nickel con attaccato lo strato argentato può a questo punto essere separato dall'acetato che in questa fase viene quindi distrutto e così ci si ritrova con un disco metallico, che dal lato argentato ha i solchi riprodotti in rilievo (in pratica è un negativo del disco acetato), e che prende il nome particolare di disco padre o "master". Vale ovviamente il fatto che in realtà, come per gli acetati, verrà prodotto un disco padre per ogni lato del disco in vinile finale.

7. Un disco madre in nichel
Disco madre (mother or mold).
La superficie argentata del disco padre viene a questo punto pulita chimicamente e si ripete su di essa un nuovo processo di galvanoplastica identico al precedente per ottenere un nuovo "calco" che avrà stavolta i solchi incisi (come l'acetato originario o anche un normalissimo disco in vinile). Questo nuovo calco viene detto "disco madre" ed è oltretutto è ascoltabile su un normale giradischi per verificare la presenza di eventuali difetti nei precedenti passaggi e per valutare anche il livello qualitativo dell'incisione. E' in questa fase della produzione che è possibile intervenire con un minuscolo incisore (con l'aiuto di un microscopio) su eventuali difetti presenti nei solchi del disco madre oppure decidere se ripetere un nuovo trasferimento sin dal principio. (il tutto per evitare il rischio di produrre migliaia di copie difettose in origine, come era accaduto alla primissima stampa del "The Dark Side of the Moon" A1-B1). Bisogna notare che gli ascolti di verifica a cui viene sottoposto il disco madre in sostanza non lo deteriorano affatto, essendo un disco di un materiale estremamente resistente come il nickel... ed ovviamente il "povero" disco acetato originario (anch'esso "ascoltabile") non reggerebbe gli ascolti di verifica senza rovinarsi vistosamente, perciò le prime "vere" verifiche qualitative vengono effettuate sul disco madre. Anche il disco madre in realtà è una coppia di dischi a faccia singola, come il precedente.



8. Piccolo dischetto di PVC - 9. La macchina di pressaggio (una vecchia, una moderna)
Disco stampatore o matrice (stamper, slave, son).
Superate dal disco madre tutte le prove di qualità, si ritiene necessario un ulteriore processo di galvanoplastica, stavolta effettuato proprio sul disco madre per ottenere un nuovo calco che avrà nuovamente i solchi in rilievo (quindi in negativo) esattamente come il disco padre... e finalmente quest'ultimo disco, detto "stampatore" (o stamper), può essere usato come matrice da cui stampare (o meglio pressare) i veri e propri dischi in vinile! Ovviamente, lo "stampatore" viene accuratamente levigato (dal lato senza solchi) per far sì che calzi alla perfezione nei piatti della pressa e viene anche determinato l'esatto centro del disco e, quindi, intagliato sullo stesso un foro centrale. Un eventuale errore nella posizione del foro porterebbe a produrre dei dischi eccentrici che, durante l'ascolto, farebbero oscillare la puntina a destra e sinistra ad ogni giro, producendo sulla stessa delle vibrazioni indesiderate e, perciò, dei disturbi nel suono del disco. Lo stampatore è l'ultimo nella catena produttiva ad essere in realtà una coppia di dischi a faccia singola, perciò anche stavolta sarebbe più appropriato chiamarli (al plurale) "stampatori" (o anche "matrici") di un disco in vinile. E' tecnicamente possibile montare sulla pressa idraulica direttamente le due matrici, ma tale procedimento risulta idoneo esclusivamente se si vuole raggiungere l'obiettivo di una qualità audio molto alta a discapito del numero di vinili stampati: le due matrici, infatti, tendono ad usurarsi con l'utilizzo esattamente come un normale set di stamper e solitamente dopo circa 2000/3000 dischi pressati divengono inutilizzabili. Per consentire a Paesi esteri il pressaggio del disco, a volte viene loro inviato direttamente o un set di lacquer, oppure, set di madri o stamper già ricavati, ma mai il master-tape originale che resta gelosamente custodito dalle case discografiche. E' detto comunemente anche "slave" o "son" (disco figlio).



10. Granelli di Pvc nero - 11. Granelli di Pvc colorato - 12. Le etichette in carta



13. Disco pressato in fase di raffreddamento - 14. Disco non rifinito - 15. Disco rosso



16. Braccio automatico - 17. Dischi pressati - 18. Flyer e copertina
FASE 3: "RECORD PRESSING".
Disco in vinile (il prodotto finito).
Innanzitutto vanno dette due parole sul materiale
(il vinile o PVC): solitamente non si tratta di PVC puro al 100%, bensì di
miscele di materie plastiche calibrate al punto giusto per ottenere le opportune
caratteristiche meccaniche del prodotto finito, unite ad una serie di altre
caratteristiche quali la maggiore facilità di "prendere forma" nella pressa e di
staccarsi per bene dalle matrici. Ad esempio, una percentuale di "acetato"
presente nella miscela permette una maggiore facilità nello stampaggio ed una
minima percentuale di lubrificante (giusto un 1%) favorisce il corretto distacco
del disco dagli stampi e lascia sulla superficie un sottilissimo strato che
risulta di vitale importanza durante l'ascolto, affinchè la puntina, strisciando
nel solco, possa scorrere per bene senza "grippare" per il troppo attrito che si
avrebbe su di un disco non lubrificato (oltre a ridurre il rumore di fondo
dovuto allo strisciamento)... ma comunque la miscela di materie plastiche può
variare da produttore a produttore... in ogni caso il PVC ne è il costituente di
gran lunga predominante. Si producono poi dei panetti di miscela vinilica da
mettere fra i piatti della pressa, insieme alle etichette (una per lato) ed a
questo punto i piatti (con le relative matrici montate) vengono scaldati e si
chiudono applicando così al panetto di vinile una forte pressione per un certo
lasso di tempo di modo da imprimere per bene i solchi e far attaccare le
etichette, che vengono applicate per cui in questa fase (le etichette attorno al
foro non sono adesive, ma vengono pressate insieme al vinile caldo: la porosità
della carta stessa permette all’etichetta di diventare tutt’uno con il Pvc). Ovviamente, un pò di
materiale in eccesso fuoriuscirà dai bordi laterali dei piatti ed una lama che
si "fa un giro" intorno ai piatti sagomerà il bordo del disco. Poi si procederà
ad un raffreddamento dei piatti (e del disco), così il vinile acquisterà la sua
consistenza solida che ben conosciamo, i piatti della pressa si apriranno ed il
disco è pronto per essere staccato dalle matrici. Un braccio preleva poi i
dischi tagliati dalla pressa e li deposita su un piatto per essere pressati e
raffreddati. E così via per il disco
successivo... In tempi più recenti si è sostituito il panetto di miscela
vinilica con un recipiente che alimenta a ciclo continuo la pressa con la
miscela vinilica direttamente sotto forma di trucioli, per ottimizzare i costi
di produzione... ovviamente, segue un controllo a campione dei dischi prodotti
per verificare che non ci siano difetti. Infine, i dischi vengono imbustati,
rigorosamente a mano, messi nelle copertine ed incellofanati, pronti per essere
distribuiti sul mercato.

19. Mastering steps
Processi produttivi e numero massimo di copie prodotte.
Il processo produttivo appena descritto (che è quello più classico) è chiamato "processo a 3 stadi" perchè fra l'acetato (che è il primo disco prodotto da una determinata incisione) ed il prodotto finito intercorrono ben 3 supporti intermedi ottenuti per galvanoplastica, ovvero il disco padre, il disco madre ed il disco stampatore. Ma ragioniamo in termini di quante copie al massimo possono essere prodotte da un processo industriale di questo tipo: dall'acetato si produce solo un disco padre nell'unico processo di galvanoplatica, che porta implicitamente alla distruzione dell'acetato stesso. Dal disco padre si possono ottenere per galvanoplastica circa una decina di dischi madre (ripetendo ovviamente il processo galvanico) prima di usurarlo. Da ogni disco madre si possono parimenti ottenere una decina di stampatori. Uno stampatore mediamente può produrre circa 1000 dischi prima di usurarsi al punto da stampare dei dischi difettati ed essere quindi sostituito. Riepilogando e facendo i dovuti calcoli si ottiene che un processo classico a 3 stadi può produrre un massimo di circa 100.000 copie. Dopo di che bisogna ripartire da capo e creare un nuovo acetato (dal nastro master di partenza) e ripetere tutti i vari passaggi già esposti.
Per dischi di bassa tiratura (ad esempio edizioni di piccole etichette indipendenti, edizioni limitate ecc...) si può ricorrere al "processo ad uno stadio" , dove dall'acetato di produce il disco padre ed esso stesso, avendo i solchi in rilievo come un normale stampatore, viene usato per pressare i dischi in vinile veri e propri. Ovviamente, un processo del genere permette di produrre un massimo di 1000 copie di dischi in vinile. In ogni caso, prima di dare il disco padre in pasto alla pressa, si produce da esso almeno un disco madre che potendo essere ascoltato come un normale disco permette di verificare l'eventuale presenza di difetti nel disco padre. Poi, questo disco madre solitamente viene conservato per eventuali usi futuri (come ad esempio, riprodurre una serie di stampatori per pressare una edizione successiva del disco senza ricorrere alla creazione di un nuovo acetato e di un nuovo disco padre). Inutile dire che i dischi prodotti col processo ad un solo stadio spesso risultano di qualità superiore rispetto a quelli prodotti a 3 stadi, proprio perchè l'eliminare ben 2 passaggi di galvanoplastica intermedi "avvicina" maggiormente il profilo del disco finito a quello che è stato inciso nell'acetato.
Half Speed Mastering.
Nella continua ricerca tecnologica atta a migliorare la qualità dei dischi, si è pensato di dimezzare le velocità nella incisione del disco acetato. Ovvero, sia il nastro master che il piatto incisore vanno a metà velocità in modo da permettere di creare nell'acetato un solco che, essendo inciso più lentamente, risulta più preciso in particolare nelle frequenze acute che, notoriamente, sono descritte da onde di dimensione più piccola. In tal modo, sia i minuscoli dettagli che la definizione delle frequenze acute (e del suono più in generale) risultano più precisi. I dischi prodotti in tal modo vengono contrassegnati proprio dalla dicitura "Half Speed Mastering". Ovviamente, tutti gli altri passaggi del processo industriale sono identici a quelli dei dischi "normali" e ciò che cambia è soltanto il modo in cui viene prodotto l'acetato (cosa che comunque influisce non poco sul prodotto finito).


20. Lacquer DMM in rame - 21. Uno stamper DMM
Direct Metal Mastering (DMM).
Un considerevole passo in avanti sulla qualità dei dischi è rappresentato dalla tecnica denominata "Direct Metal Mastering" (o DMM), sviluppata da due aziende tedesche: la Telefunken-Decca (Teldec) e la Georg Neumann GmbH. In sostanza il trucco sta nel fatto di essere riusciti a produrre un nuovo tipo di piatto incisore in modo da creare non più il classico disco in "acetato" bensì un suo omologo fatto di una lega di rame, e quindi non più di un materiale plastico morbido ed estremamente deteriorabile, ma di un materiale metallico con tutti i vantaggi tecnici e pratici che ciò comporta. Sostanzialmente questo particolare tipo di tornio incisore permette di trasferire il nasto "master" direttamente su un disco di rame, che intanto non costringe ad eseguire il successivo processo galvanico (per creare il disco padre) in tempi strettissimi, come per l'acetato tradizionale; inoltre può essere tranquillamente ascoltato senza paura di usurarlo per verificare già in prima battuta la qualità del trasferimento e l'eventuale presenza di difetti. Oltretutto può essere duplicato (per galvanoplastica) più volte e senza dovergli spruzzare sopra lo strato argentato per renderlo conduttore di corrente in quanto il rame è già in sè un perfetto conduttore elettrico. In tal modo è possibile avere non più un solo disco padre (come avviene con l'acetato), ma più dischi padre. Già solo quest'ultimo fatto permette, quindi, di ottenere un numero di copie finali multiplo rispetto al processo classico, proprio per la possibilità di creare più dischi padre. Ovviamente, dal disco padre in poi il processo produttivo ritorna ad essere identico a quello classico ma possiamo in definitiva ottenere non più solo 1000 copie con un processo ad uno stadio bensì 1000 copie per ogni disco padre prodotto, potendo così realizzare delle tirature "ad 1 stadio" relativamente piccole (ma meno piccole di prima) caratterizzate da una elevatissima qualità. Oppure, possiamo avvalerci di un processo a 3 stadi (creando anche i dischi madre e gli stampatori da ogni disco padre) non più di sole 100.000 copie, bensì di 100.000 copie per ogni disco padre prodotto!
Ma oltre ad una questione di maggiore quantità di dischi che si possono produrre da un singolo trasferimento dal nastro all'acetato di rame (lo sto chiamando impropriamente "acetato" giusto per evidenziarne la funzione) bisogna fare caso ad una serie di importanti migliorie a livello sonoro che risolvono i principali problemi legati al processo classico... Innanzitutto l'incisione di partenza su disco di rame annulla quel classico difetto di cui soffrono TUTTI i dischi prodotti in maniera convenzionale che avete notato almeno una volta in corrispondenza, ad esempio dell'inizio di una canzone con attacco potente e improvviso... mi riferisco alla percezione di usa sorta di eco in anticipo del suono forte che sta per arrivare che si avverte in sottofondo nel solco precedente (ovvero un giro prima) dovuto al fatto che nel disco in acetato tradizionale, essendo molto morbido, un nuovo solco che viene inciso trasmette una piccola deformazione anche al solco adiacente appena inciso con un andamento simile... e ciò produce proprio questa specie di eco in anticipo! Più in generale, l'acetato tradizionale risente dell'influenza della forma dei solchi adiacenti proprio per la sua natura fisica e per come viene inciso (per ridurre o eliminare questo problema l'acetato tradizionale dovrebbe avere una tale distanza fra un solco e l'altro da ridurre enormemente la quantità di musica contenuta in ogni facciata, ma è una ipotesi che ovviamente è pura utopia). Ecco, il creare il disco di partenza in rame in pratica annulla questo problema e difatti, se ci fate caso, un disco prodotto col processo DMM non presenta affatto alcun "eco in anticipo" o influenza dovuta ai solchi adiacenti (come ad esempio capita anche nel suono digitale del CD). Questa maggiore "indipendenza" dei solchi adiacenti porta oltretutto ad un suono nettamente più stabile e definito, con meno problemi di fase sonora (che si traducono in una migliore ampiezza stereofonica ed immagine sonora). Inoltre anche la risposta ai transienti sonori ed alla dinamica più in generale risulta nettamente più precisa e definita. Anche la brillantezza e la precisione delle frequenze acute risulta migliorata, poichè la relativa "non elasticità" del rame, a differenza dell'acetato, permette alle minuscole "serpentine" che descrivono proprio le frequenze acute di non ritirarsi in parte durante il raffreddamento dello stesso, mentre nell'acetato tradizionale questo parziale ritiro si traduce in una parziale riduzione e distorsione delle stesse frequenze... in altre parole un disco in DMM suona più brillante e trasparente di uno tradizionale. Per finire, anche il rumore di fondo risulta diminuito per la maggiore precisione del solco ed anche per l'assenza dello strato "argentato" che sull'acetato tradizionale è necessario per renderlo elettricamente conduttivo per il successivo processo galvanico.
In definitiva un disco in DMM presenta diversi di quei particolari pregi sonori che ci siamo abituati ad apprezzare nei supporti digitali (tipo il CD), ma SENZA avere per contro quel terribile suono freddo e innaturale (degli stessi CD) che, se stiamo ancora oggi parlando di vinile, evidentemente non abbiamo mai tollerato fino in fondo... in pratica il DMM vi da l'impressione di ascoltare un CD ma con il calore e la naturalezza di un vinile! Per giustizia, bisogna dire che anche i dischi tradizionali "non DMM", con tutti quei loro piccoli difetti appena menzionati, a mio avviso hanno comunque un suono che risulta all'orecchio molto più gradevole e naturale rispetto a quello del freddo (e sopravvalutato) CD. L'unico lato negativo del DMM risiede nel fatto che, a causa del quasi totale abbandono del disco in vinile degli ultimi venti anni, le industrie attive in grado di produrre dischi in DMM si contano oramai sulle dita di una mano a livello mondiale (e rischiano anche di chiudere i battenti)... perciò quello che è stato il salto tecnologico/qualitativo "definitivo" verso la produzione di dischi in vinile di qualità "senza compromessi" rischia seriamente di sparire per sempre dalla faccia della terra, purtroppo...
Riepilogo di tutta la fase di stampa di un disco
in vinile:
![]()
Per una migliore comprensione, alcuni filmati che spiegano il procedimento di stampa di un disco.
https://www.youtube.com/watch?v=KPlE_9vtm3w (in italiano)
https://www.youtube.com/watch?v=KxIfKoecUK4
https://www.youtube.com/watch?v=H342sImBY1s
Interessante è anche l'articolo "Disco in Vinile o Compact Disc?", a cura di Sabino Coppolecchia (www.ilmicrofono.it), che affronta approfonditamente il procedimento di stampa di un vinile: https://www.youtube.com/watch?v=oli3OWIjA2g
Copyrights & Credits.
Ricerca a cura di Vincenzo Gatti (marzo-giugno 2010), che ha gentilmente offerto anche la fotografia dei solchi. Le altre fotografie sono prese dalla rete. Impaginazione a cura di Stefano Tarquini (ottobre 2015).
© All trademarks and copyrights remain the property of their respective owners. The contents of this entire website are presented here as a non-profit service intended for the non-commercial purposes of criticism, research, comment, education and archiving use only. This site is only a tribute to Pink Floyd.
Questo sito usa cookie di profilazione al fine di inviare comunicazioni pubblicitarie personalizzate e consente anche l'invio di cookie di “terze parti”. Proseguendo con la navigazione si accetta l'utilizzo dei cookie, o, in alternativa, è possibile personalizzare la loro configurazione alla sezione dedicata (Policy/Cokies).