1/13
procedure operative
caricamento polveri
via M. Buonarroti 10, 63036 Pagliare del Tronto (AP).
Iscritto: Albo dei Periti del Giudice, C.T.U. n°17/1998 c/o Tribunale di Ascoli Piceno,
all’Albo del Ministero dell’Interno legge 818/84 in materia di Prevenzione Incendi, n° AP 00591 P 00046,
all’Albo n° 591 c/o Collegio Periti Industriali di Ascoli Piceno,
al Ruolo Periti ed Esperti n° 342 della C.C.I.A.A. di Ascoli Piceno.
Responsabile del Servizio di Prevenzione e Protezione dei luoghi di lavoro legge 626/94,
Tel. 0736 898587; Fax. 0736 898770; E-mail: feriozzi.f@libero.it
%
2/13
INTRODUZIONE.........................……………………………………………….…...........pag. 3
ANALISI DELLE PROBLEMATICHE TECNICHE............…………………......…….pag. 3
TEMPI IMPIEGATI ATTUALMENTE ……………………………………………….. pag. 5
ANALISI DELL’ INIZIATIVA DEL NUOVO PROCEDIMENTO...……..…...... pag. 5
COMPARTI AZIENDALI INTERESSATI……………………………………..……….pag. 5
SVILUPPO ATTREZZATURE……………………...............…………………………...pag. 6
SPERIMENTAZIONE NUOVO PROCEDIMENTO.............…………………...........pag.7
TEMPI IMPIEGATI CON IL NUOVO PROCEDIMENTO………………….…….…pag.7
COSTI E AMMORTAMENTO DELLA NUOVA ATTREZZATURA…………......pag.7
VALUTAZIONI FINALI...........................…………………………………………........pag.8
SCHIZZI ALLEGATI AL PROCEDIMENTO...........………………........da pag. 9 a pag.13
RIFERIMENTI FOTOGRAFICI………………………………………………………………………
%
3/13
Il proposito di questo studio è di ottenere un procedimento più efficiente di caricamento delle polveri da parte del personale, ed operare secondo procedure omologate e in sicurezza.
Avendo realizzato, come progettista indipendente in conto proprio, altri studi e progetti di procedimenti e di automazione, avverto, l’esigenza di proporre uno studio dettagliato per ottenere un incremento produttivo.
In veste di esperto, mascherato da operaio, ho dovuto eseguire giornalmente, con le proprie mani, mansioni operative per costatare ed evidenziate tutti quei sistemi e fasi di lavorazione che a mio avviso non sono ottimizzati al meglio, suggerendo applicazioni e soluzioni.
La presente specifica elaborata a modo e valore di perizia giurata si propone di delineare un quadro generale dei sistemi e delle attrezzature impiegate nella lavorazione e di fornire suggerimenti alle problematiche che evidenzio durante l’esecuzione delle mansioni operative.
A seguito di una sempre maggiore richiesta produttiva, che negli anni ha comportato un significativo ampliamento degli impianti, sono state utilizzate procedure più rapide, che hanno portato in evidenza quelle problematiche operative e costruttive degli impianti in oggetto, e più precisamente degli impianti di aspirazione polveri.
Attualmente in stabilimento sono usate maggiormente polveri di:
TMA/ anidride trimellitica,
THEIC/ poliolo,
PTA/ acido tereftalico,
IPA/ acido isoftalico,
PET/ polietilenftalato,
dove qualche tempo fa, queste polveri erano caricate nelle apparecchiature, esclusivamente con impianti depressori e sue linee di aspirazione.
In stabilimento le polveri arrivano in sacconi che vanno dai 500 ai 1300Kg. circa e secondo la quantità richiesta, i sacconi interi sono scaricati per gravità direttamente nelle tramogge di carico delle apparecchiature e soltanto per le spezzature di peso, sono usati gli impianti depressori impostati .
Tutto questo ha velocizzato notevolmente i tempi di carico, ma ha messo in luce altre problematiche ed inefficienze che si possono raggruppare:
A) in difficoltà di movimentazione,
B) in difficoltà di sollevamento e centratura boccaporto,
C) in difficoltà del mantenimento del baricentro nello svuotamento del carico. Attualmente è il personale operativo che sopperisce alla mancanza di mezzi più idonei, ed opera in maniera poco efficiente e, nonostante tutto, resta impegnativo e difficoltoso operare nelle modalità sotto elencate.
Le difficoltà al punto A) di movimentazione, si suddividono in:
1°A) la movimentazione dei sacconi in oggetto è aumentata notevolmente, (devono essere portati al terzo piano dello stabilimento) ed il personale addetto alla movimentazione e scarico polveri è raddoppiato, passando da una a due persone,
2°A) non tutti i bancali dove sono collocati i sacconi sono conformi per essere trasportati sul transpallett manuale,
3°A) i sacconi del theic non hanno il bancale individuale, ma sono sovrapposti due sacconi sullo stesso bancale,
obbligandoci a reperire ulteriori bancali per la sistemazione dei singoli sacconi, su bancali individuali,
4°A) i bancali non conformi o danneggiati devono essere sostituiti con il muletto, con il reperimento di bancali conformi da cercare nell’area dei pallet dimessi, dove è necessario ricollocarci di nuovo i sacconi pieni,
5°A) tutti i sacconi montati su bancali conformi vanno posizionati con il muletto in prossimità dell’ascensore,
dove con il traspallett tutti i sacconi vanno portati e collocati dentro il montacarichi,
6°A) molte volte il montacarichi non si posiziona perfettamente al terzo piano, ma lascia un piccolo gradino,in modo da impegnare più di due persone all’estrazione del carico dall’interno del montacarichi,
%
4/13
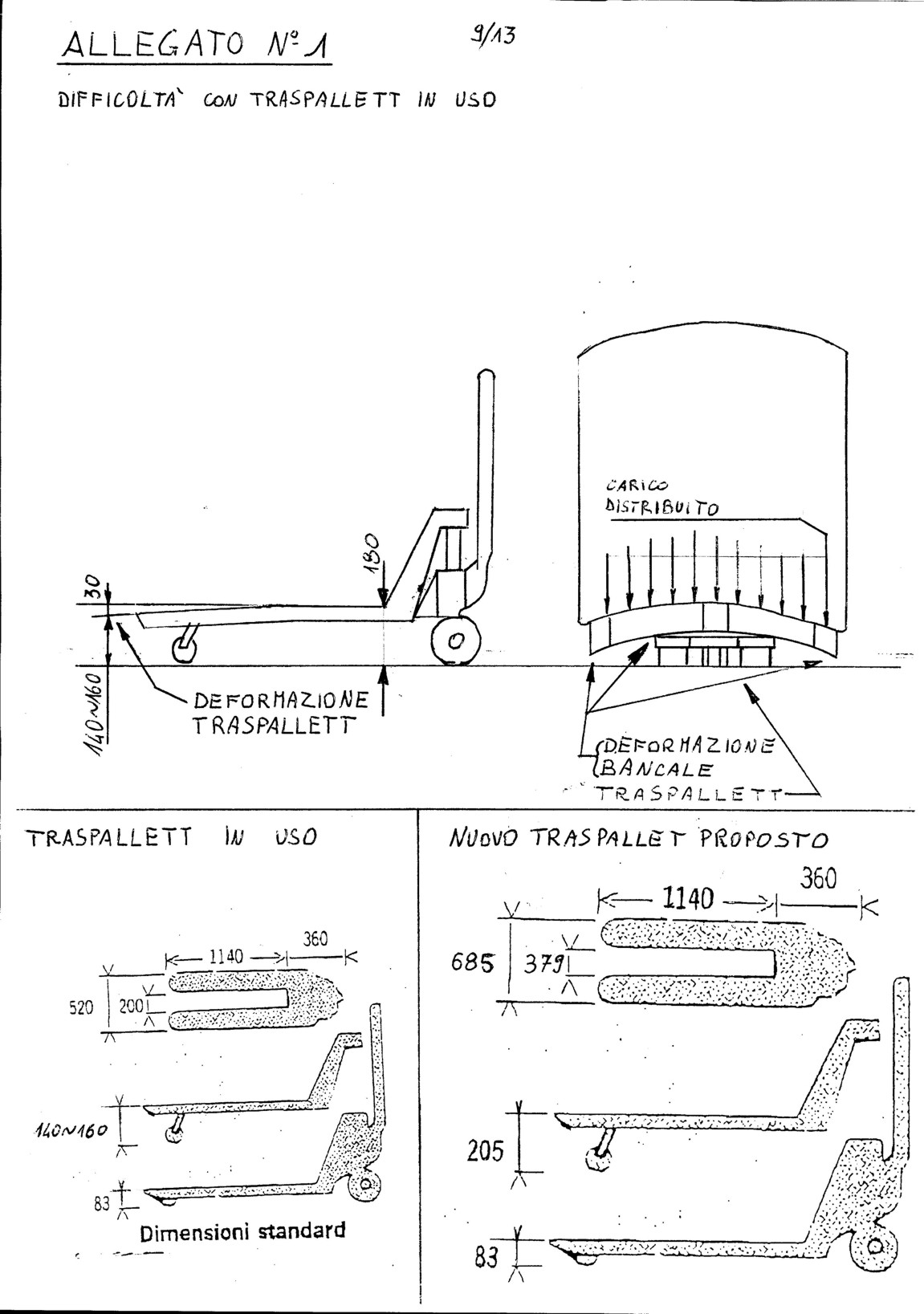
7°A) il transpallett in uso (il migliore funzionante in stabilimento) ha le estremità deformate verso il basso, e anche quando il carico è posizionato alla massima altezza, (14/16 cm) le estremità del bancale a volte strisciano per terra (vedere le difficoltà con traspallett in uso dell’allegato n°1),
8°A) la deformazione del bancale, dovuta soprattutto all’interasse troppo stretto delle forche del traspallett, ci obbliga ad usare degli spessori aggiuntivi (pezzi di tavole di bancale) da posizionare sopra le forche del traspallett per consentire una maggiore altezza di sollevamento,
9°A) il baricentro del carico del saccone non risulta sempre regolare e richiede più persone per la movimentazione e consentire di avere perpendicolare e centrato il carico sul traspallett.
10°A) il traspallett con il carico posizionato alla massima altezza risulta avere le estremità anteriori 3 (tre) centimetri più basse delle posteriori (vedere le difficoltà con traspallett in uso dell’allegato n°1).
11°A) lo spazio a disposizione al 3° piano, dove collocare i sacconi da scaricare, risulta molto limitato, consentendo di allocare soltanto le polveri per una ricetta.
Le difficoltà al punto B) di sollevamento e centratura si suddividono in:
1°B) i sacconi delle polveri, venendo da costruttori diversi, hanno cinghie di aggancio di diverse dimensioni, per cui risulta difficoltoso, con i mezzi messi a disposizione, agganciare i sacconi di theic, pta e tma da 500kg,
2°B) utilizzando le cinghie di aggancio dei sacconi, queste a volte risultano di lunghezze diverse, conseguentemente al sollevamento il carico risulta decentrato,
3°B) il paranco elettrico in dotazione risulta ottimo per i sollevamenti, ma appare impegnativo per le traslazioni che vengono effettuate manualmente agendo sulla catena,
4°B) agendo manualmente sulla catena per ottenere la traslazione orizzontale si assiste allo slittamento delle ruote del paranco stesso, che rimane nella sua medesima posizione obbligando l’operatore a ripetuti tentativi manuali,
5°B) la pulsantiera di comando paranco risulta essere posizionata troppo in alto, in modo da impedire all’operatore durante l’uso, la vista e di svolgere contemporaneamente altre mansioni operative e di controllo,
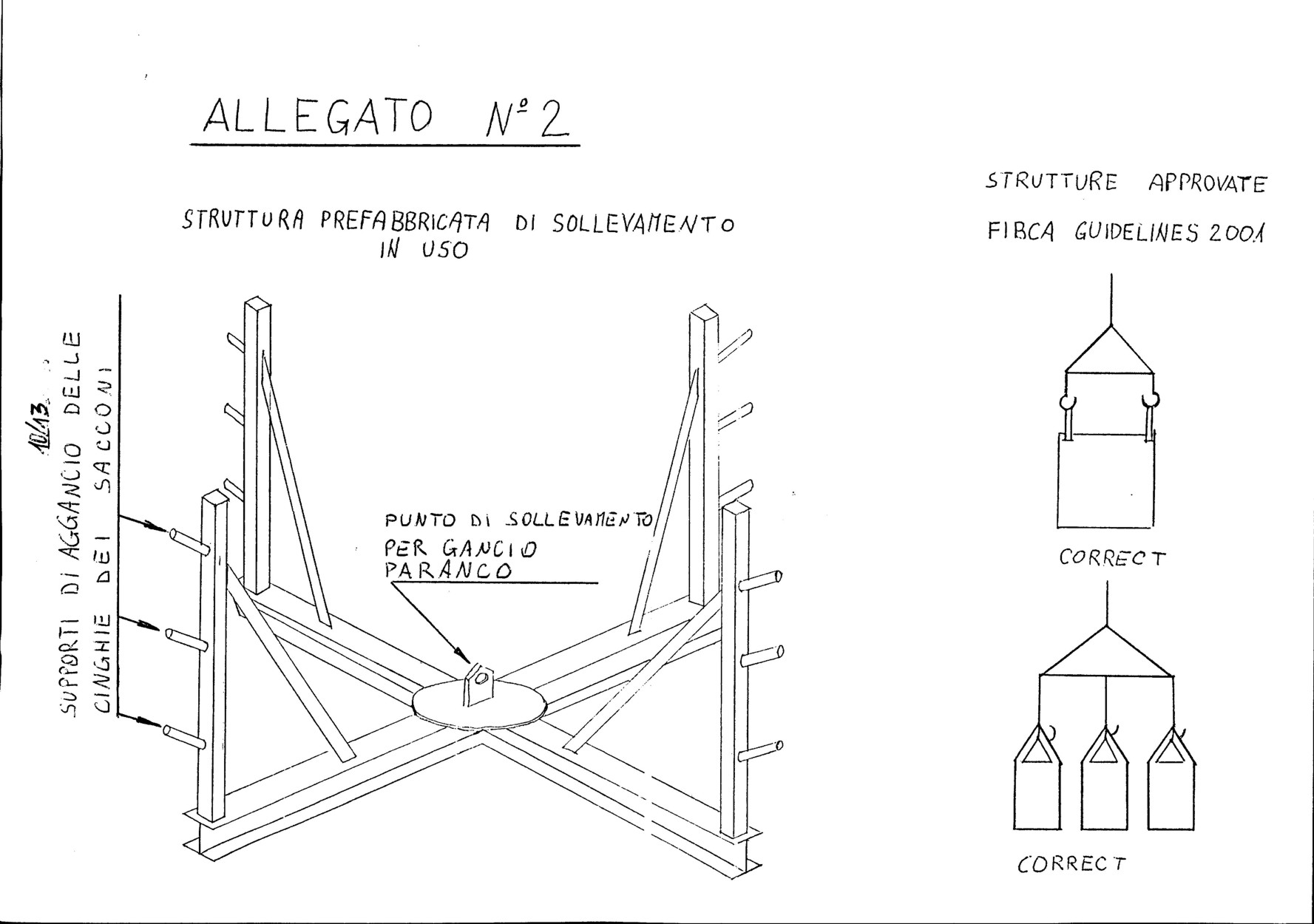
6°B) la struttura prefabbricata di sollevamento (allegato n°2), dove si agganciano le cinghie del saccone, (autocostruita in stabilimento senza tenere conto delle elementari norme sulle sospensioni dei carichi, norme EURONORM n° 1898:2000 e FIBCAmerican 2001 Guidelines) non risulta omologata per lo scopo e molto pericolosa, in quanto i supporti di aggancio delle cinghie del saccone sono suscettibili di sganciarsi; inoltre costruttivamente ha il punto di aggancio del paranco situato inferiormente al punto di aggancio delle cinghie del saccone, non risultando perciò corretta e conforme alle strutture contemplate ed omologate dalle FIBCA Guidelines che si trovano sull’allegato n°2.
7°B) agendo manualmente sulla catena nella fase di centratura del boccaporto con il carico sospeso risulta difficoltosa la manovra di centraggio, obbligandoci a numerosi tentativi,
8°B) le difficoltà al punto 2°B, risultano maggiorate nella fase di centratura del boccaporto con il carico con baricentro irregolare.
Le difficoltà al punto C) nello svuotamento e nel mantenimento del baricentro si suddividono in:
1°C) l’operatore durante la fase di apertura del saccone è situato in ginocchio con lo stesso centrato sopra il boccaporto, ma non ha la possibilità di arrivare alla pulsantiera di comando, restando in ginocchio per osservare
il regolare inizio svuotamento del carico,
2°C) all’apertura del saccone nella fase di scarico delle polveri sopra la tramoggia, durante lo svuotamento si assiste allo spostamento del baricentro del saccone; questo soprattutto nei sacconi contenenti theic/poliolo, che hanno delle cinghie di aggancio troppo lunghe che ci obbligano ad intrecciare le cinghie sui ganci per accorciarle,
3°C) i sacconi contenenti theic arrivano spesso impaccati, ammassati in un unico blocco di materiale molto duro, (probabilmente l’immagazzinamento dei sacconi sovrapposti a più file, tempo, umidità accumulata, e tipo di prodotto, sono tutte cause concorrenti all’agglomeramento/ammassamento) dove neppure agendo con la mazza, pali e sistemi di fortuna per consentire la sua frantumazione, si riesce a scaricare il prodotto dal saccone,
4°C) sui sacconi ammassati, dopo la malriuscita frantumazione, il saccone deve essere richiuso, rimesso sul bancale e riportato d’avanti alla produzione, dove, scaricato dal bancale, con il retro del muletto viene investito a velocità sostenuta per frantumarlo internamente, e successivamente ricollocato sul bancale per riportarlo al 3° piano, dove ritroviamo sempre, tutti i soliti problemi elencati nelle difficoltà al punto A ,
5°C) durante lo svuotamento dei sacconi nella tramoggia, a seguito dello spostamento del baricentro, si assiste al suo parziale svuotamento, che ci obbliga a manovre manuali di spinta sul saccone stesso per far defluire tutta la polvere rimasta all’interno,
6°C) la tramoggia di scarico polveri R2 (reattore 2), attualmente è ancora sprovvista, nel suo interno, della pala di livellamento polveri, questo causa il suo riempimento irregolare e durante la fase di inserimento del 2° saccone di polvere si perdono più di 20 minuti di tempo ad ogni scarico di polveri nel reattore.
%
5/13
TEMPI IMPIEGATI ATTUALMENTE
Attualmente un carico di polveri tipo, è composto da: 6 sacconi di THEIC, 1 saccone di PTA, 4 sacconi di TMA.
Attualmente per il reperimento materiale e trasporto al 3° piano di un carico tipo, due persone impiegano mediamente 3 ore.
Attualmente per scaricare nella tramoggia le polveri del carico tipo, portare via i bancali ed i sacconi vuoti e riordinare il 3° piano, due persone impiegano mediamente 1 ora e ½.
Per un carico di polveri tipo, sono da considerare anche i tempi necessari per tirare le spezzature dai BIG-BENG in automatico e dalla bilancia con tubazione flessibile in manuale.
Sempre poco accettabile, risultano i 20 minuti di tempo perso in attesa per consentire il naturale livellamento della polvere del 2° saccone dentro la tramoggia del R2 (reattore 2), dove rimane mancante la pala di livellamento.
Attualmente la fase di caricamento polveri, può essere effettuata occasionalmente anche da una persona, ma con tempi praticamente doppi.
ANALISI DELL’ INIZIATIVA DEL NUOVO PROCEDIMENTO
L’analisi di qualsiasi procedimento produttivo, parte dalla fase di fornitura materie prime, và nella fase di trasformazione e finisce nella realizzazione del bene o servizio prodotto.
Le problematiche tecniche menzionate sono diverse e richiedono un attento studio delle soluzioni proponibili atte a garantire la soluzione più ottimale. Pertanto sono qui elencati dieci (10) imperativi da attuare per l’iniziativa del nuovo procedimento.
Partendo dalla fase di fornitura materie prime, l’analisi delle problematiche suggeriscono:
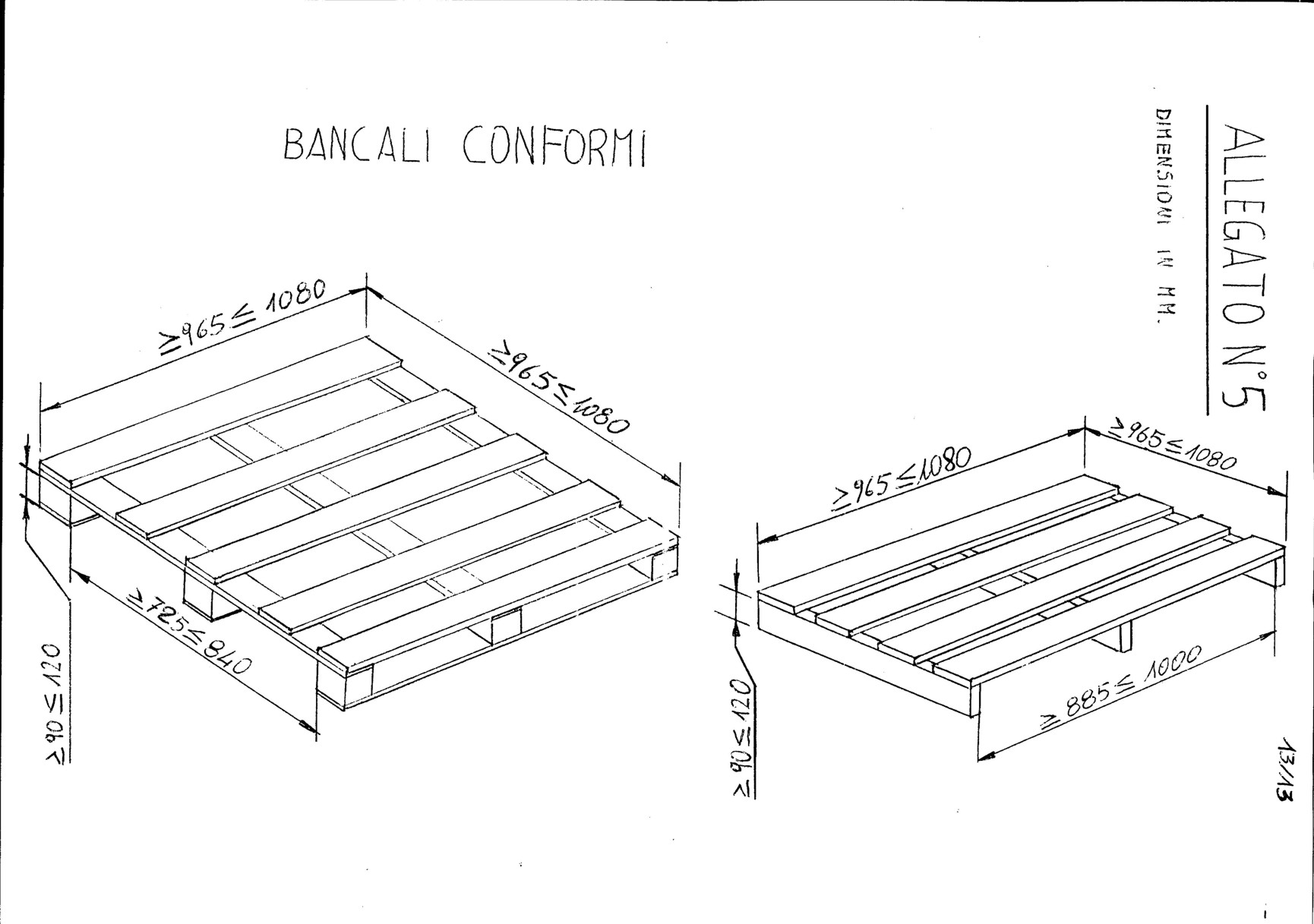
1°) tutti i sacconi delle polveri fornite devono essere collocati in bancali conformi ai tipi disegnati in allegato,
per soddisfare pienamente le problematiche enunciate ai punti 2°A, e 4°A,
2°) tutti i sacconi devono essere collocati in bancali individuali , per soddisfare la problematica al punto 3°A,
e 5°A,
3°) tutti i sacconi di theic vanno riposti con priorità assoluta dentro il drive-in del magazzino, dove è possibile
l’immagazzinamento su bancali individuali (come sono riposti i sacconi della TMA) per evitare i fenomeni di
impaccamento- agglomeramento noti, e per risolvere ampiamente le problematiche tecniche menzionate al
punto 2°C,
4°) il transpallet in uso deve essere con l’alzata idraulica sotto carico leggermente più alta, 20 (venti) centimetri,
per superare dei piccoli scivoli, in modo da avere in qualsiasi luogo e in qualsiasi posizione il bancale di legno
abbastanza distante dal pavimento,ed avere l’interasse delle forche più ampio possibile;
l’ideale è la soluzione di un traspallet elettrico ed operare con un solo operatore e risolvere le problematiche ai
punti 5°A, 6°A, e7°A,
5°) per avere maggiore spazio a disposizione al 3° piano è opportuno lo spostamento degli scambiatori di calore,
collocandoli al 2° piano, dove si recupera lo spazio dei vecchi scambiatori,
6°) la struttura di aggancio autorealizzata in azienda (l’allegato n°2 mostra la struttura in uso e le strutture
contemplate dalla FIBCA Guidelines 2001) và sostituita in quanto non conforme agli standard di
sicurezza per evitare eventuali infortuni da parte del personale ed utilizzare il più semplice ed economico
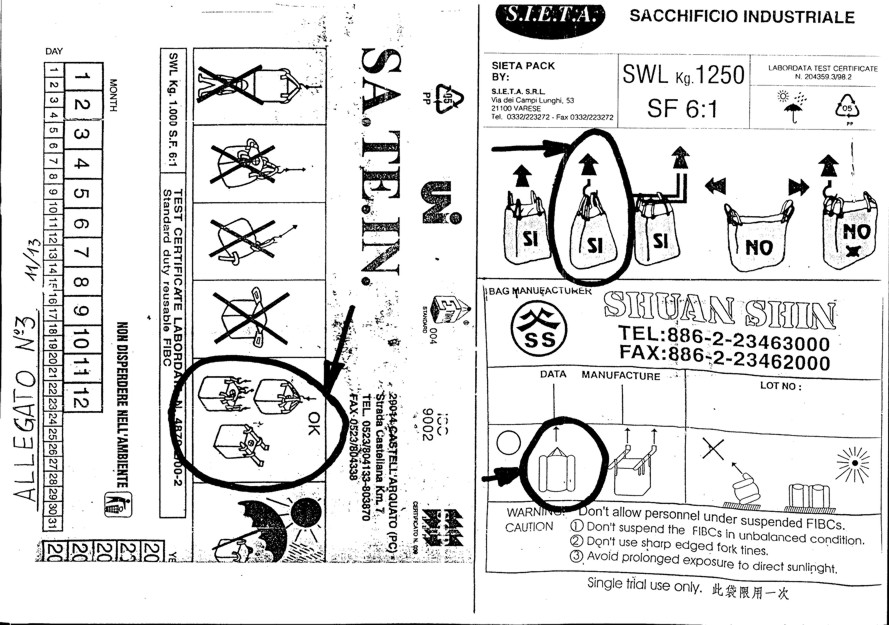
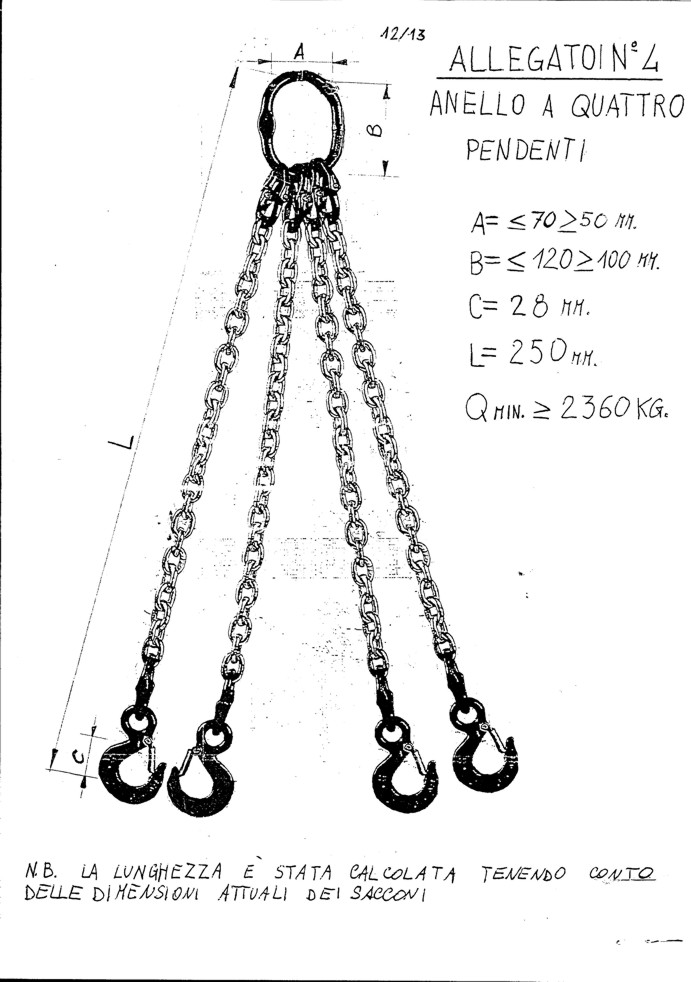
anello a quattro ganci pendenti ( l’allegato n°3 mostra tre etichette dei fabbricanti dei sacconi dove viene evidenziata la soluzione proposta). La forma e le dimensioni tipiche vengono disegnati in allegato, per risolvere le problematiche ai punti 1°B, 2°B, 6°B, 8°B, 1°C e 4°C ,
7°) la pulsantiera del paranco elettrico deve essere prolungata di 60 centimetri circa e deve risultare posizionata ad
un’altezza di 10 centimetri dalla flangia del boccaporto, in modo che l’operatore, all’apertura del saccone,
possa meglio osservare e controllare l’operazione di svuotamento ed operare contemporaneamente con
ambedue le mani, e superare agevolmente la problematica al punto 5°B e 1°C,
8°) per prevenire la difficoltà della manovra di centraggio al punto 7°B, occorre: montare due fine-corsa di
battuta posizionati in perfetta centratura del boccaporto, verificare la centratura in fase di montaggio con del filo a piombo, avere in fase di traslazione l’automatico posizionamento del saccone sul boccaporto di carico,
9°) è necessario capire in quale fase nasce l’agglomeramento del theic: se dalla sua produzione o se dal suo
trasporto ed immagazzinamento, in ogni caso comunque all’arrivo del materiale; per evitare di rimaneggiarlo
per più fasi è obbligatorio al momento dello scarico collocarlo su bancali conformi di recupero individuali per
essere stoccato come al punto 3°),
10°) sulla tramoggia di carico dell’R2, deve essere montata la pala di livellamento polveri, come sull’R1, per
consentire durante lo scarico delle polveri, il regolare riempimento della tramoggia stessa e recuperare
sensibilmente i tempi persi. %
6/13
COMPARTI AZIENDALI INTERESSATI
Ufficio Acquisti
Per tutte le nuove forniture delle polveri l’Ufficio richiederà, direttamente nei capitolati di fornitura, che i sacconi arrivino su bancali conformi, come ai tipi disegnati in allegato. In alternativa, se i costi di questa soluzione non risultano accettabili, l’arrivo delle polveri in stabilimento verrà gestito dal magazzino, con tempi e costi propri.
Viene allegata successivamente, se necessaria, la comunicazione di variazione della fornitura su bancali
conformi.
Ufficio Magazzino
a) Nella fase dello scarico è obbligatorio collocare tutti i sacconi delle polveri su bancali conformi di recupero, come dei tipi disegnati in allegato n°5 e stoccati individualmente .
b) Se nelle operazioni di movimentazione del carico il bancale risulta danneggiato, è obbligatorio sostituirlo con altro bancale conforme.
c) Tutti i sacconi di theic vanno riposti con priorità assoluta nel drive-in del magazzino, dove è possibile l’immagazzinamento individuale dei bancali.
d) Tutto il personale del magazzino deve essere informato sulle nuove procedure da eseguire nello scarico e immagazzinamento delle polveri.
e) Tutto il personale và informato e formato sull’uso della nuova procedura da seguire.
f) A tutto il personale operativo va consegnata, e controfirmata per presa visione, la nuova procedura allegata.
Ufficio Produzione
g) La produzione utilizzerà un traspallet con un’alzata sotto carico da 20 cm. del tipo manuale o elettrico
a batteria.
h) La produzione utilizzerà un’imbracatura ad anello a quattro ganci pendenti per l’aggancio dei sacconi.
i) Tutto il personale operativo deve essere informato sulle nuove procedure da eseguire nello scarico delle polveri.
j) Tutto il personale operativo, compresi i capoturno, và informato sulle modifiche apportate all’impianto e formato sull’uso della nuova procedura da seguire.
k) A tutto il personale operativo và consegnata, e controfirmata per presa visione, la nuova procedura allegata.
Ufficio Manutenzione
Vengono elencate le operazioni di intervento della manutenzione per operare con le nuove procedure.
l) La manutenzione prolungherà la pulsantiera di comando del paranco elettrico di 50 cm.
m) La manutenzione monterà i fine corsa di battuta sulle estremità di lavoro e verificherà la corretta centratura del gancio.
n) La manutenzione monterà la pala di livellamento polveri all’interno della tramoggia dell’R2.
o) Al responsabile saranno inviate le richieste di intervento.
Ufficio Sicurezza
p) L’ufficio della sicurezza sarà informato sulle nuove attrezzature e procedure operative e sarà chiamato a
dare il proprio parere.
q) Curerà inoltre i rapporti con il personale riguardo la formazione e l’informazione sulle nuove
procedure operative.
r) L’ufficio della sicurezza raccoglierà tutte le caratteristiche tecniche del nuovo traspallet e dell’anello a
quattro ganci, fornite dai costruttori, e controllerà le omologazioni CE.
A tutti i comparti aziendali interessati (n°5) verrà consegnato un elaborato sulle nuove procedure operative pertinenti. Con tutti i comparti aziendali interessati, previa riunione si dovrà formare ed informare tutto il personale alla nuova procedura. Gli elaborati, sviluppati ognuno in maniera diversa per rispondere ai diversi
imperativi necessari ai diversi comparti aziendali interessati, verranno redatti successivamente a mia cura.
SVILUPPO ATTREZZATURE
Utilizzazione dell’anello a quattro pendenti
L’anello a quattro pendenti, è un attrezzo di sollevamento dei sacconi delle polveri contemplato nella normativa FIBCA. Risulta chiaro dalle targhette cucite dai diversi costruttori dei sacconi, allegato n°3, che la soluzione dell’anello a quattro pendenti è la più economica e la più sicura.
%
7/13
Con l’uso di imbracatura simile, realizzata con della corda da imballaggi di recupero, si assiste con l’apertura del saccone, al suo repentino e totale svuotamento.
Con l’uso di imbracatura simile, il carico resta sempre perfettamente centrato sul boccaporto ed impiega un tempo rapidissimo per lo svuotamento (20-22 secondi).
In allegato viene disegnata l’imbracatura dove viene evidenziata la sua lunghezza per i nostri tipi di sacconi e le sue caratteristiche costruttive. All’acquisto dell’attrezzo si richiede la certificazione al costruttore dell’ omolo-gazione CE e del limite massimo di carico.
Modifica comando di azionamento paranco elettrico
La modifica del comando di azionamento si rende necessaria in quanto, quando l’operatore scioglie i lacci di chiusura inferiore del saccone si trova abitualmente in ginocchio, ed avendo entrambe le mani impegnate in questa operazione, non riesce a raggiungere il comando di azionamento, ed ancora, con il comando di azionamento in
mano, l’operatore non riesce ad osservare l’esatto inserimento del saccone dentro il boccaporto. La dimensione ottimale dell’azionamento è di averlo a disposizione a pochi centimetri sopra il livello dei boccaporti.
Fornitura nuovo transpallet
Sono evidenziate le caratteristiche più significative del nuovo traspallett che saranno:
sistema di frenaggio di sicurezza,
(non appena l’operatore lascia il timone di manovra, il freno si inserisce automaticamente)
portata massima di 2500 kg ,
altezza massima movimentazione carico di 205mm ,
altezza minima di ingombro 82mm ,
tutte le ruote e rulli in nylon e/o poliammide.
Il sistema di frenaggio di sicurezza viene scelto per offrire la sicurezza totale, anche in caso di caduta dell’operatore che lavori su piani inclinati o su scivoli, e risulta omologato per l’interno di ascensori/montacarichi in quanto è impossibile per questo traspallett il movimento accidentale del carico.
Un’altra alternativa è di poter disporre di un traspallett elettrico dalle stesse caratteristiche sopramenzionate.
Altra caratteristica saliente del nuovo traspallett è quella di avere l’interasse delle forche di 685 mm. per contenere ulteriormente la deformazione del bancale ed avere maggiore stabilità del carico.
All’acquisto dell’apparecchiatura si richiede la certificazione del costruttore di apparecchiatura omologata CE e del limite massimo di carico.
SPERIMENTAZIONE NUOVO PROCEDIMENTO
1° Arrivati a disporre di tutti i sacconi su bancali conformi ed individuali, gli operatori della produzione eseguono automaticamente il prelievo dal magazzino delle polveri senza più perdite di tempo.
2° Il carico completo delle polveri viene collocato con il muletto in prossimità del montacarichi.
3° Si inizia a portare i sacconi al 3° piano con l’aiuto del nuovo traspallett e a collocarli secondo l’ordine di carico.
4° Con l’anello a quattro ganci si riesce ad imbracare qualsiasi saccone, indipendentemente dalla lunghezza delle sue cinghie.
5° Con la pulsantiera di comando del paranco messa all’altezza indicata, è possibile aprire inferiormente il saccone ed avere contemporaneamente il controllo e la vista del deflusso delle polveri dal saccone alla tramoggia.
6° Le battute di fine corsa montate sulla trave di scorrimento del paranco ci danno l’esatta centratura del carico evitandoci aggiustamenti e centraggi ulteriori.
7° Gli ammassamenti/agglomeramenti del theic non risultano più un problema in quanto l’immagazzinamento per sovrapposizione non è più possibile per il theic.
8° Nella tramoggia di carico dell’R2 risulta montata la pala livellatrice dove recuperiamo molto del tempo perso nell’attesa dell’assestamento delle polveri.
TEMPI IMPIEGATI CON LA NUOVA PROCEDURA
I tempi impiegati, operando con la nuova procedura, sono così valutati:
per il reperimento materiale ed il trasporto al 3° piano, salvo ulteriori problematiche non menzionate, viene valutato un tempo occorrente di un’ora e ½ (1,5) ,
per scaricare nella tramoggia le polveri, salvo ulteriori problematiche non menzionate, , viene valutato un tempo occorrente di un’ora (1). Il tempo totale di caricamento per un carico tipo, risulta di due ore e ½ (2,5) .
Con l’uso in alternativa del traspallett elettrico variano leggermente i tempi esecutivi, ma significativo risulta operare con una sola persona. %
8/13
COSTI E AMMORTAMENTO DELLA NUOVA ATTREZZATURA
Costo anello a quattro pendenti circa ………………………………………………………….250 Euro
Traspallett manuale con freno di sic. con interasse forche di 685 mm. circa………………. 1250 Euro
Traspallett elettrico circa …………..………………………………………………………...5500 Euro
Considerando che l’investimento nella nuova attrezzatura non risulta superiore a 6000E. (versione con traspallett elettrico) è ipotizzabile un ammortamento quinquennale di 1250 E. anno.
L’acquisto della nuova attrezzatura risulta ampiamente proponibile visti i numeri in gioco sui costi/benefici, considerando che l’investimento della nuova attrezzatura è totalmente recuperata nell’esercizio dei primi 2 mesi di produzione.
VALUTAZIONI FINALI
Il proposito di questo studio è di evidenziare quanto tempo attualmente viene perso nell’applicazione di una procedura usuale di caricamento delle polveri, dove si passa da 4 ore e ½ a 2ore e ½ occorrenti per la nuova procedura, con un risparmio di due ore equivalente a oltre il 44%.
Più specificatamente, valutando che il tempo impiegato dal personale nel reperimento e trasporto polveri, si passa dalle tre ore a un’ora e ½, è dimezzato, il tempo risparmiato può essere impiegato dal personale in altre mansioni produttive;
elaborando un esempio di circa 700 caricamenti di polveri l’anno si ottiene 1050 ore di tempo recuperate per essere sfruttate dal personale in altre mansioni produttive.
Più specificatamente, valutando che il tempo impiegato per scaricare nella tramoggia le polveri, dove si passa da un’ora e ½ a un’ora, è diminuito del 33 %, il tempo risparmiato può essere usato sugli impianti a disposizione per altre lavorazioni aggiuntive;
elaborando un esempio di circa 700 caricamenti di polveri l’anno si ottiene 350 ore di tempo recuperato per produrre ulteriori lavorazioni.
Mi domando, quanto potremo produrre in più con 350 ore a disposizione sui nostri impianti ???,
e mi chiedo ancora,
quelle 1050 ore regolarmente pagate al nostro personale non potevano essere sfruttate in maniera più produttiva???.
Qui si chiarisce che queste ore ( 1050 ) regolarmente svolte dal personale, sono sempre tempi impiegati dal personale lavorando attivamente nell’esercizio delle proprie funzioni operative.
E ancora, quanto costano 350 ore di impianti tecnologici funzionanti di non produzione ???, o ancora, quanto mancato profitto avremmo con 350 ore di produzione ???.
Con un ciclo di lavoro svolto su tre turni giornalieri, 350 ore corrispondono a più di 14 giorni lavorativi da 24 ore.
La mia riflessione sostanziale che mi permetto di evidenziare è che il tempo perso non è più recuperabile, ma che il tempo preventivamente risparmiato può diventare tempo produttivo.
Allegato 1 Allegato2 Allegato 3 Allegato 4 Allegato 5
franco Per. Ind. feriozzi
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}