|
DIVISORE CNC
| Blocco B
funzionamento
|
 |
|
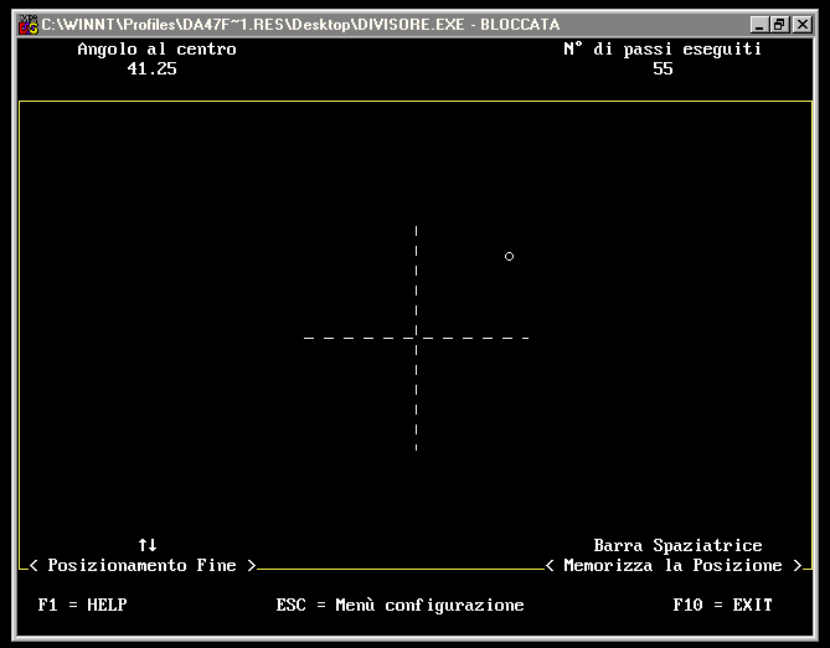
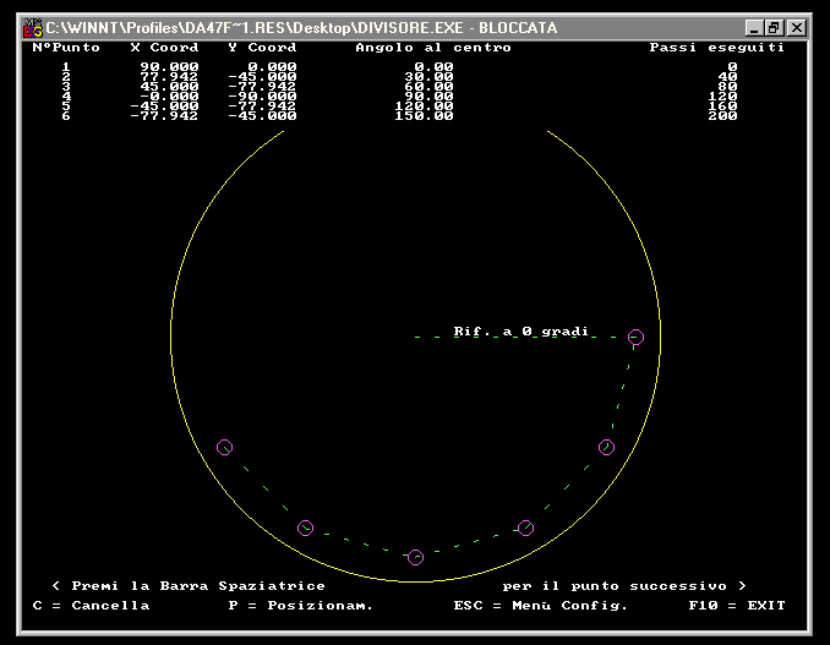
La maschera superiore mostra il
blocco di programma relativo al posizionamento del pezzo. Questo blocco
è stato inserito per permettere di allineare in modo corretto, il pezzo
da lavorare con l'utensile utilizzato (fresa, trapano, bulino, ecc.).
Tramite le
frecce Su e Giu è possibile fare ruotare il pezzo in modo da trovare il
punto di allineamento con l'utensile. Tale posizione verrà memorizzata
premendo la Barra Spaziatrice e confermata da un beep. Come di consueto
le informazioni fornite saranno, a sinistra l’angolo al centro, ed a
destra il numero di passi eseguiti dal motore.
Nota : il
pallino che si muove simula la rotazione del pezzo da lavorare.
Dopo avere selezionato con la barra spaziatrice la
posizione il programma chiede se si vuole utilizzare il funzionamento
automatico o manuale.
|
|
Funzionamento
automatico
|
 |
|
|
|
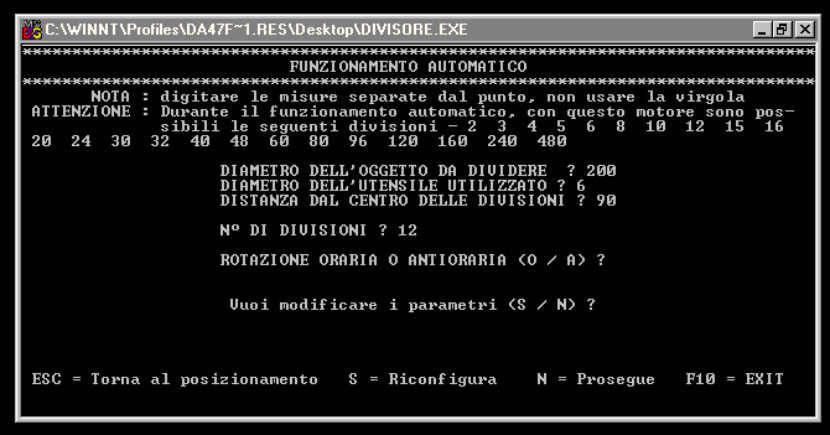
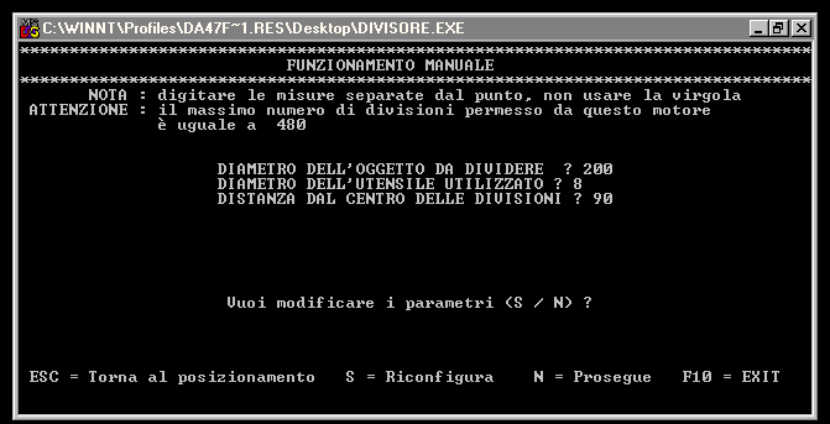
Se si sceglie il funzionamento automatico, verranno
fornite le possibili divisioni permesse dall’accoppiamento motore –
riduttore, poi il programma, prima chiederà come dati il diametro
dell’oggetto da dividere, il diametro dell’utensile, la distanza dal
centro delle divisioni e il numero di queste ultime. Tutto ciò
per evitare che scegliendo un utensile di grande diametro, abbinato ad
un elevato numero di divisioni e/o ad una piccola distanza dal centro
dell'oggetto da dividere, le varie divisioni interferiscano tra loro,
dopodichè calcolerà tutte le divisioni e le visualizzerà
sequenzialmente a monitor ogni volta che si preme la barra spaziatrice
(foto sotto) . |
|
|
 |
|
|
Fornendo
anche le informazioni del singolo punto come le coordinate X e Y in mm
rispetto al centro dell’oggetto, l’angolo al centro tra due
divisioni contigue ed il numero di passi effettuati dal motore.
L'unica
accortezza da tenere presente per avere una notevole precisione,
riguarda il numero di divisioni rapportate al numero di passi del motore
per il rapporto di riduzione (solo per il funzionamento automatico ).
Facciamo un
esempio :
supponiamo di
avere un motore con 48 passi per giro che equivalgono ad uno spostamento
angolare di 360° / 48 = 7.5°.
Ora supponiamo di dividere un oggetto in 16 parti, cioè 360° / 16° =
22.5°, ogni divisione avrà un angolo di 22.5° che, diviso per
7.5° darà il numero di
passi che il motore dovrà compiere per portarsi in quella determinata
posizione, e che nel nostro caso equivale a 22.5° / 7.5° =
3 passi.
Se per
ipotesi avessimo deciso di effettuare 18 divisioni anzichè 16 i calcoli
avrebbero dato come risultato 360° / 18 = 20° e 20° / 7.5° =
2.6 passi !
Essendo
impossibile per il motore eseguire 2.6 passi (o meglio sarebbe possibile
con il pilotaggio a microstepping, ma non è questa la sede...) ecco che
verrebbe introdotto un errore che il programma corregge per la visualizzazione a monitor, ma
manterrebbe durante il funzionamento del motore, visualizzando, nella
colonna dei passi eseguiti, il numero degli stessi che non sarà
multiplo degli altri. Per evitare ciò verrà visualizzato un messaggio
di errore durante l'inserimento del numero di divisioni.
|
| Funzionamento manuale
|
 |
|
|
Viceversa,
nel funzionamento manuale, i dati richiesti saranno gli stessi tranne
quello del numero di divisioni.
Tramite le
frecce Su e Giu è possibile fare ruotare il pezzo in modo da trovare il
punto di allineamento con l'utensile. Tale posizione verrà memorizzata
premendo la Barra Spaziatrice e confermata da un beep.
Durante il
funzionamento in manuale, il sofware tiene sotto controllo il
posizionamento dell'utensile e segnala un messaggio di errore se esiste
l'interferenza tra due divisioni contigue.Verrà in pratica compiuta la
comparazione tra il diametro dell'utensile utilizzato e la distanza tra
le divisioni memorizzate con la barra spaziatrice, se il diametro
dell'utensile è maggiore di questa distanza divisa per due (raggio
dell'utensile), si ha la visualizzazione del messaggio di errore e
l'ultimo punto non viene memorizzato.
Il programma
esegue questi calcoli SOLO in modo seriale, cioè tra un punto
memorizzato ed il successivo o precedente.
A causa della grossa quantità di calcoli che deve
essere effettuata e conseguente rallentamento dell'applicazione, non è
stato possibile inserire tale funzione in modo da controllare il punto
da memorizzare con tutti gli altri già memorizzati.
|
|
<<Precedente Successiva >>
 |
Ultimo aggiornamento 20/05/2005 |
|