General Concepts-Modules BBE Environment
__________________________________________________________________
Over 323.839 lines or
source code - Over 1.000 unit files - Debug lifecycle since 1995
email: bbeproject1995@libero.itFax
ref:(Italy) +39 02 700432967
Real cases
The simplest BlackBox installation can occupy
an only personal computer and so be very cheap.
We now consider three concrete cases.
Case A)
Company of 18 molding machines (of
several producing houses) certified injection, working in the motor sector.
The company uses BlackBox installed
on 10 personal computers.
IPC server is installed on Pentium III
WIN NT 4.0; this computer is directly connected to the 18 machines with 4
different interfaces (corresponding to various communication devices). IPC
server directly communicates with most these machines with the controller
(PLC) and in other cases with some outside terminals through electric contact
(relay).
IPC server real-time tests all the machines
of the plant, and makes the data available to all the programs in the net.
IPC server registers the changes for event, and the data for turn and job
order; IPC executes the sampling for the control of real-time process, on
a few measures (temperature, pressure, quotes screw…).
The job orders are sent by IPC on the
terminal of the machine. The operator, always from the terminal of the machine,
sets up the end of the jobs, the number of defective pieces and the causal
of defects.
The server database is installed on
a Pentium 4 Windows XP Professional. IPC server registers the "static" data
inside the database. LAN is to 100 Mbit.
A PC with Win 95 installed, in the production
department, is used to print the labels, through the module "IPC Label". Labels
are associated automatically to the current productions.
In the packing department, a PC with
Win98 installed is used to load the ready goods, with code bars technology,
through the "EnterPoint” application.
In the office programming and quality,
A PC, with BBE modules, is used for planning production and to perform quality
control.
Job orders are planning through the
"IPCProclient.exe" and "Plan View.exe" application. Quality control is made
through the module "Pulsar”.
In the commercial office the modules
"Plan View", "Analyses", "Tea", and “VideoImpianto" are installed on various
computers. Through "Plan View" and "Videoimpianto" is possible to see the
situation of the productive plant on real-time, and the implications on the
future programming.
Through “Analysis” the researches are
made about the tractability, the history and requested reports are created
daily/ weekly/ monthly.
Through Tea you can manage orders for
customers and suppliers, and also the store.
Case B)
Company of about 30 molding machines,
with several processing on the raw material and the printed product (included
the assembly); the company is active in various sectors of technology and
of commerce.
The company uses BlackBox on 8 computers.
The job orders are sent on the terminal
connected to the machine. The operator, always on terminal next to the machine,
imposes the end of the jobs; he sets up the number of defective pieces and
the causal of defects.
IPC server is real-time connected to
30 machines; through the module “Enterpoint” it acquires information about
the secondary manufacturing. Enterpoint is installed on PC in various departments
(raw material, mold, product printed control, packing departments).
Through the module “Plan MP”, it is
managed raw material preparation and programming, in relation to the real
need, shown by the production advancement state.
The exits and returns of mixture are
managed directly associated to the job order.
The worker, responsible for the programming,
uses IPC Programming and Plan View, while the plant manager uses analysis.
Case C)
Company of about 15 machines uses BlackBox
installed on two computers. In this case the programming of the production
is not executed, because the company produces for store.
Through IPC Server the company registers
all the production data, with a simplified link to the machines.
Through analysis the owner prevalently
studies the machinery block reasons and every production block reason.
Through Videoimpianto the company has
the real-time data of the production.
Considerations
BlackBox was realized to satisfy various demands
as in the three mentioned cases, very different for organization and for use
of internal resources.
IPC SERVER
IPC server is the most complex program
of the whole system.
For matters of speed and immediate answer
to determinate situations, IPC Server keeps structures data, also complex,
in memory, and has the priority access to the database.
1) Plant manager
Plant manager is the general manager
and it includes the collection of machines, drivers, events container, decision
objects and much more. Plant include adapter for DCOM connections. The plant
service is responsible for monitoring and testing the machines connected,
through a continuous polling. It keeps the information about all machines.
The outside devices (PLC, PC, and interfaces of hardware communication) interact
with the through system of the suitable driver. The driver can be built by
third parts, and implemented according to the necessities.
Normally the drivers provided with BlackBox
are clever. Like that, the driver
itself makes part of the work of communication and interpretation of the data.
The driver works as separate process by IPC Server. Therefore the
driver can be executed on the same computer of IPC Server, or remote workstation.
It is possible
to divide the data communication line; to extremely accelerate the communication
managed, by a petition of the driver, with consequent parallel interrogation
of several devices. These characteristics make BlackBox able to check business
realities, established by a multitude of different hardware devices1.
2) Job Manager
This
object manages orders job in memory for real-time answer. It provides direct
access by Dcom adapter. Most of the operations concerning the job orders
take place through this manager. This service has priority on database
access. Normally the operation is accomplished inside IPC Server, and it
is subsequently up-to-date in the database. The necessity of a service, with
its structures in memory, is given by the request for immediate availability
of the data, by the real-time system. Also the service dispatches job events
to the system and IPC clients. So connected application known the immediate
variations of jobs state. For example, when the job is closed into machine,
Job manager catch the message, close job and dispatch this event to clients.
3) Store manager
This service provides multi-thread access to database for recorder
data, sampled measures and events.
The data
are copied immediately in memory, and placed in stack; a parallel thread subsequently
processes the stack. This technology allows leaving free IPC Server the first
possible, to make other tasks in "real time".
4) SPC Manager
It elaborates
on line-sampled measures, using tolerance control, and statistical control
charts and index capability. The degree of complexity of the operation deserves
a specific service.
The picture below shows the class structures where these managers
are implemented.
Principal IPC
Functionality Server
Management real-time data
DCOM Driver technology
Polling real-time plant machines
Sending data configuration and
job orders to terminal machines
Physical state management on
machine
Logical state management on machine
Production advancement management
Management discard pieces and
recoveries of manufacturing
Defective Machine management
Cycle time management
Process control
Measure sampling
Event recording
Sheet storing
Management softly intern of programming
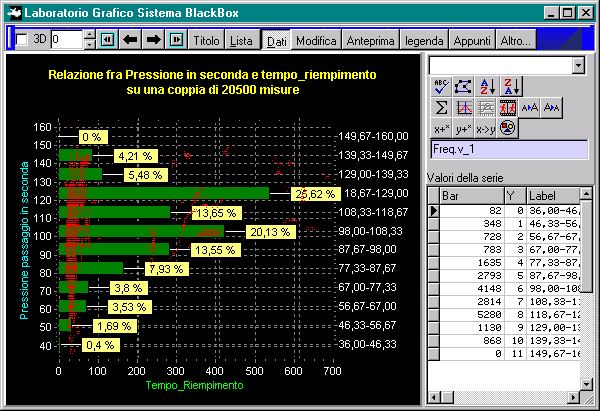
The picture
below shows eight real time control charts.
IPC LOADER
Ipc Loader
is a separate “exe” application developed with DCOM technology. Normally it
is executed in the same computer of IPC Server.
Ipc Loader
provides data event communication to all clients. It also provides a service-logon
and logoff. Client makes connection by socket TCP-IP or DCOM mode.
The events
dispatches by IPC server is received by IPC Loader that provides resend to
all clients. The client can send messages through this service.
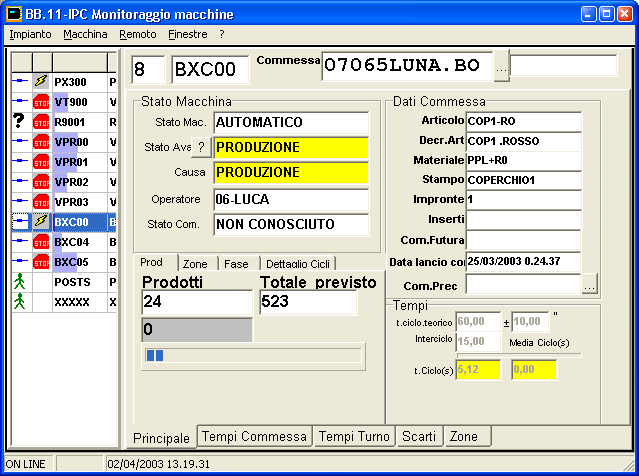
IPC Supervisor
IPC supervisor is an IPC Client and it allows
showing the state of advancement of the single machine (see in the figure
below). It is connected in DCOM mode and shows variations in real-time mode.
It can be executed in remote workstations.
Real-time situation:
Link state of machine/device
Physical state of machine (automatic,
semiautomatic, manual, standby).
Logical state of the machine
(ex. Machine stopped / changing oil…)
Job worker
Data of current Job / working
progress state
Next job
Period of theoretical cycle time,
last cycle time, average cycle
Elapsed time since job start
(grouped by states)
List of discards group by cause
Count zones for mold with more
zones/ more marks
Remote control of terminal machine.
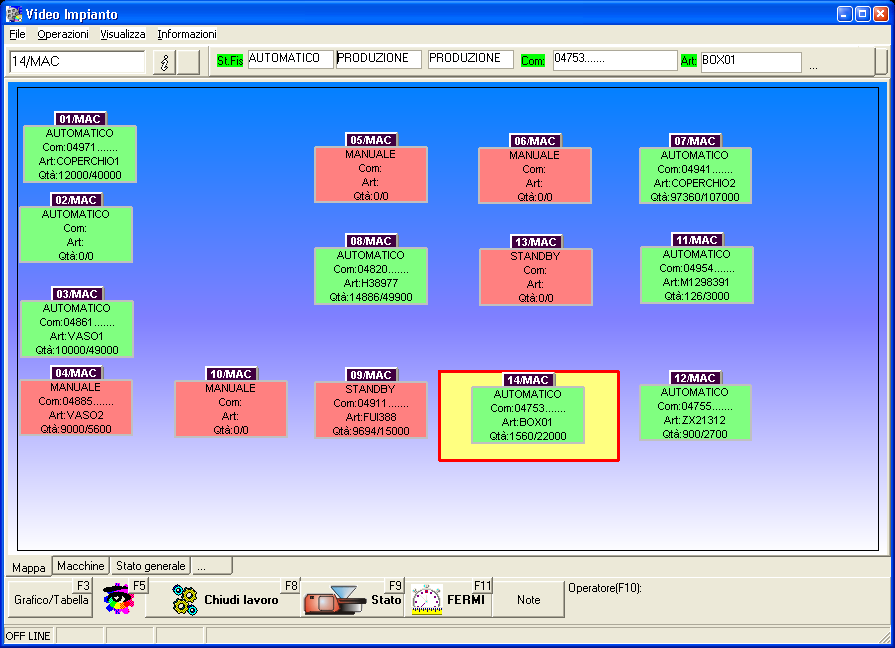
VideoImpianto
VideoImpianto (VideoPlant) is an IPC Client.
VideoImpianto allows the interaction in the throw of the job orders and the
declaration of the production data.
VideoImpianto characteristic is the graphic
map which represents the on line plant. The program is characterized from
several screened simple and intuitive, that shows the real situation (and
of the last period) of the whole productive area.
Establishment map
Immediate indication through
colors/symbols of the situation of every single machine
Production average (one hour
step)
Production Trend
Video range
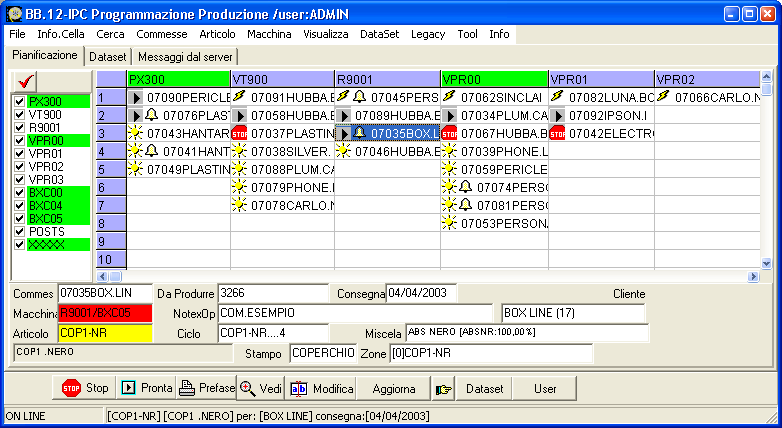
IPC Programming
IPC programming is a client of IPC.
The production programming can be done to two levels.
In the first level the job orders will
be put on the machines with several criteria, for instance the compatibility
mold or the cycle compatibility.
The second level considers Plan View
application. The two levels integrate in a double vision of the production
plan: grid and Gantt (two ways).
The implemented technology is sophisticated,
and allows every operation with the two levels/modules on separate computers
so as to have a parallel vision of the situation, without changing screen.
The programming of the first level includes several possibilities,
between which we mention:
Distribution of the job orders
on the various machines.
Virtual swap machine.
Drag and drop
Molds Management
Exclusive "Task affinity” tool
to combine multi-job in single process
"Tea processor" tool makes jobs
from customers order.
Management resources blocking
mode
Terminal machine remote control
Detailed information about job
order
Module can be executed on remote
workstations
Filter and search commands
Visualization directly to display
of the color of the article.
Insertion and manual modification
of the data.
Import data from external applications
like ERP, MRP.
Provides an easy application
for direct data entry
IPC Talk
IPC Talk is an IPC Client.
The module is responsible for verbally
communication, relative to the principals’ events, (which concern the system
and the plant). The communication is realized through an audio device card.
For instance, a disconnection of a XX
machine is communicated with the sentence "Attention! Machine XX disconnected".
You can know the important changes of
the plant, without necessarily having to check the screen of the computer.
So it is useful for who works near the office, to have under control the advancement
state.
IPC SMS
IPC SMS is an IPC Client.
Through the link of a mobile phone to
the computer, IPC SMS allows the interaction with the BlackBox real-time system,
using the technology of the SMS messages.
You can set up the program to receive
a warning verifying about situations particulars, for instance when a machine
gets stuck.
Besides, through cellular can ask the
machine or plant advancement state.
EnterPoint
EnterPoint is an access point to information
about phases of advancement of an order/manufacturing, through a personal
computer
EnterPoint is normally installed on
a few factory fundamental points, what the raw material preparation zone,
the zone of end-line/assembly and the packing zone.
The machines are normally real-time
tested, through a device, which continuously questions them on the state
of advancement.
But the other manufacturing phases,
except particular cases, are characterized by jobs, which cannot to be controlled
on line, by a terminal, automatically: for instance, the manual quality control
phase.
Through EnterPoint you can insert the
data of advancement of these phases, directly in production, and so you have,
in the central system, the exact advancement of every auxiliary activity.
EnterPoint puts an easy tool for the
operator, who will find suitable only those specifically orders, which are
associated to that phase. To the operator will be required only the declaration
of its identity, the beginning and the end of the phase (for the calculation
of the costs).
Through EnterPoint you can insert defective
pieces, the amount of product, or declare the advancement state in percent.
The final phase (closing job order)
turns out to be the packing, in a lot of cases.
With the packing, the operator declares
the amount packed relative to the open job orders, and he possibly proceeds
to the print of label in automatic.
The system offers the visibility of
the job orders opened to the operator, and makes the advancement data available:
for instance, the warehouseman is able to compare the amount made by the machine
with the packed goods, and it’s more simple to know when it’s necessary closing
the order.
In such a way, the system finds already
loaded the goods, in its respective store (article store or shipment store).
In any cases, the labeling is made in
the work center, before the arrival in the store; the bar code is affixed
on the product. With the bar code, in phase of final packing, the pieces are
directly loaded at store, using a suitable reader for bar code.
The solutions are always various, according
to the business reality.
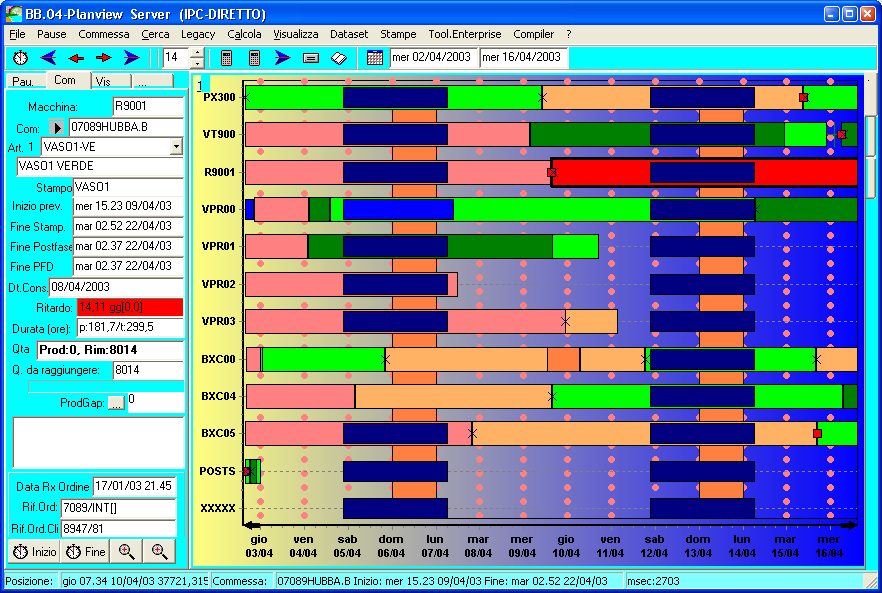
Plan View
Plan
View manages the plant calendars and calendars machine in simple and innovative
way. The situation of the plant real-time reflects, and it shows the present
and future situation of the programming, through several screened.
It manages the production pauses
in simplified way.
It prepares plans for equipping.
It produces the print of the
jobs to be made, for the head of department.
It calculates the needs of the
raw and auxiliary materials instant for instant.
It shows the times of equipping
and starting.
Manages the period of equip and
period of not equip.
It manages the block of the mold
for maintenance.
It allows the simulation of the
production.
It accesses the historical production
data and the data of the origin order.
It incorporates the datasheet
tool.
It completes personalization
of the reports.
Plant calendar management.
Calendar holiday’s management.
Calendar management by single
machine.
Period calendar management of
not equips (ex. night hours).
Management of the pauses for
maintenance.
Management of the pauses of not
work.
Automatic calculation about period
of change mold.
Automatic calculation about period
of version change (for the mold).
Automatic calculation about period
of changing color (color on molding machine).
Further information about changing
mold and version planned.
Preview about defective pieces
for change color.
Calculation of the real duration
of the job order (without pause).
Management of the impossibility
to change mold in determinate period (ex. by night).
Possibilities to fix duration
specify for a job order.
Possibilities to fix the beginning
of job order in specified moment.
Visualization of the color of
the articles/job orders directly to display on the bars of the Gantt.
Visualization of the job orders
late on the times of delivery, directly to display, using the bars of the
Gantt.
Time visualization of equipping,
starting and unrigging directly to display
Change event visualization mold,
version and color directly on the Gantt.
Visualization turns holidays,
pauses, and days directly on the Gantt.
Job order shifting directly on
the Gantt.
Filter and researches about data
directly shown on the Gantt.
Print specifies about planning
jobs for workers, in every specific department.
Future engagement visualization
for machine, customer, product.
Software version special for
commercial office and technical office.
Control of the whole execution
of an order.
Traceable of an order on estimate,
work in progress, and stored data.
Theoretical times and relationship
real times.
Continuous updating of the data.
Recalculation for times of execution
about job order activates, thanks to real data registered and controlled
by IPC Server in real-time.
Personalization of the prints.
Optimization of the work tails
with dynamic algorithms of disposition of job orders on the tails in automatic,
parameterized.
What IF.
Calculate of the raw and auxiliary
material needs.
Analysis
Analysis is an open system for data
analysis. Analysis shows all the information concerning the historical production
without time limits.
The system furthermore offers a research
laboratory, a graphic laboratory and a report laboratory.
Thanks to the various laboratories,
it can create custom-made interrogations for data, showing the result through
designers or reports, or exporting them in other applications.
The created objects (tables and designers)
can be memorized in the repository of the program, to be reused as weekly
or monthly research models, to produce, for instance, reports.
Efficiency report plant /machines
Film machine, job order film
Weekly/reports monthly
Complete traceable of the data
Statistical researches
Research laboratory
Graphic laboratory
Report laboratory
Analysis allows the most disparate
researches: the number of equipping made in a month, the average times of
inter-cicle for the operators, the causal of defective pieces, divided by
machine……. or the produced amount, divided for month and compared in the
many years….. etc.
After setting up the search criteria,
it is possible to memorize the model in a general repository, and to recall
it in another moment.
Analysis can make studies also on any
database. For instance, developers uses it to evaluate the reliability of
the data, which the customer asks to import in the BlackBox system.
Pulsar
“Pulsar” is the tool for the sampling
of the production and the statistical process control. Pulsar receives the
measures charged by the operator through keyboard, or any electronic device
with a PC, with its interfaces; measures concern the characteristics of the
sampled articles (caliber, telecamera, balances..).
While IPC Server has the control of
real-time process, Pulsar manages the samplings on the products off-line.
Normally, the article realized needs
a stabilization period, before being checked. The taken samples will be subsequently
measured, and placed under statistical control with several tools.
The aim of pulsar is to manage the specifications
(articles) and the characteristics (weigh, height, and thickness…), the sampling
plans and the studies.
Two are the studies' aims.
The first aim is to check the
quality of the product through the control charts, the process indexes, the
distributions and the relative designers thank to the statistical theory.
The second aim, not least important,
is to certify the lot through a conformity declaration. This declaration
normally follows the document of transport of the goods, or it is sent by
fax or e-mail.
Other features:
Complete statistical control
with production of Charts X, X-R, X-S, Charts for attributes. Normal distribution
and histogram of the frequencies.
Calculation of the process capability
Cp, Cpk.
Conformity declaration also prints
multilingual.
Declaration conformity through
sending email.
Studies' recording.
Developed studied especially
for certified companies and the motor, medical ant technical sector.
IPC Label
IPC Easy Label
We offer various solutions for the
labeling.
The labeling can be made in line, or
in the molding department or during the packing phase. In all the cases, the
management of the label proposed by the central system, with the relative
data, proposes itself like a simple and direct operation by the operator,
reducing the human mistakes.
The label can being interns (for internal
use), or external (live to the customer): the module uses the technology of
the bar code. The system manages the label simple, identical for all the products,
or variable labels, according to the article and/or the customer.
We manage the customer's article codes
and the pieces for lot, specifically article and customer. The label models
are directly modifiable from the user, through a publisher report.
With Easylabel you will be able to manage
identical labels for all the products. With IPC Label will be able to manage
models of labels that are different, according to the customer to who is sent
the goods, or according to the type of article.
IPC TEA
Ipc Tea manages the customers' orders,
the advancement state and the creation of the job orders to production (MRP).
The system uses a particular method
("Task Affinity") to direct several job orders on same particular mold (special
mold is a mold with several zones, with several versions or a “taken-mold”).
The order management is connected to
the real-time production.
Normally the orders are managed by the
managerial system in use in the business reality. However in a few cases this
form is required to have a real-time vision of the advancement situation,
since the form obviously integrates inside the BlackBox system.
IPC Clean
IPC Clean keeps the database clean,
keeping the system fast and efficient.
It furthermore manages the creation
of off-line consultable historical archives.
For instance, through this tool, you
can keep only the last period of data, while the historian is instead preserved
of course, far from indiscreet eyes.
Other application is the creation of
an archive off-line, consulting externally from the company (for instance
on a notebook computer).
Plan MP
Plan MP is a specific Plan View for
the raw material management.
It is positioned in raw material preparation
department, and it checks the operating plan of the raw materials that must
be prepared real-time.
It allows the recording of the data
for the prepared mixtures, directly associating them to the work/job order
with the immediate unloading from the store.
It manages the mixtures.
Other features:
Gantt of the production programming.
Gantt of the raw materials just
used.
Work planning for operators.
Unloading of the raw materials
with imputation directed to the job order.
Return of the mixtures.
Loading/unloading of the store
raw materials, with association to the directed job order/fight.
Automatic traceable of the raw
material lot for job order/product.
IPC MOLD
Ipc Mold
is a complete management of the mold.
IPC DATA
IPC Data is the structure of the base
of data used by BlackBox; can be independent, or bound to the existing managerial
system in the business reality.
The database is very articulate, but
generally we succeed in installation phase to automate the importation, and
the characteristics on the existing databases.
Management raw materials, mixtures,
suppliers
Color, color video representation,
suppliers
Part inserts
Molds, exclusive multi-zone
molds management.
Work-zones, work-cycles, work-zone-resources
Products and parts
Lifecycle phase management
Bill of material.
Legacy compatibility
Code-tree micro-fields technology
Workers management (operators,
workers for equipping…).
Regulation parameter management
machine.
Customer management, customer's
articles, customer's mold, labels of the customer.
Exclusive complex cycle management
for multi-zone molds.
Management of the phases of manufacturing
and of cycle of work
Management of the calendars.
Management of the calendars for
the calculation of the efficiency.
Link directed with the database
of the managerial system.
The database
is very wide and covers several possibilities.
BB USER ADMIN
BB User
Admin sets up the users of the system, the passwords and rights of every user.
IPC Configurator
This form is normally
used by the administrator or by supervisor of the system. It allows setting
up the system, the drivers and the base tables.
Notes:
1 For instance, on a machine very various park, it can be the necessity
of inserting a bitbus (ex. serie Sandretto Mega), one register on parallel
door (A1010 microset), one serial 485 (serie Sandretto 7), one serial 485
(BB56) and other devices. This way, using all the doors of the computer is
easy. With the driver to given technology, the devices can be connected on
others PC remote.